





УМУМИЙ ВА НООРГАНИК КИМЁ ИНСТИТУТИ, ПОЛИМЕРЛАР
КИМЁСИ ВА ФИЗИКАСИ ИЛМИЙ-ТАДҚИҚОТ МАРКАЗИ,
ТОШКЕНТ КИМЁ-ТЕХНОЛОГИЯ ИНСТИТУТИ ВА
ТОШКЕНТ ДАВЛАТ ТЕХНИКА УНИВЕРСИТЕТИ ҲУЗУРИДАГИ
ФАН ДОКТОРИ ИЛМИЙ ДАРАЖАСИНИ БЕРУВЧИ
14.07.2016.K/T.14.01 РАҚАМЛИ ИЛМИЙ КЕНГАШ УМУМИЙ ВА
НООРГАНИК КИМЁ ИНСТИТУТИ
ДЕХКАНОВ ЗУЛФИКАХАР КИРГИЗБАЕВИЧ
МАРКАЗИЙ ҚИЗИЛҚУМ ФОСФОРИТЛАРИНИ ЭТАНОЛ
ИШТИРОКИДА НИТРАТ КИСЛОТАЛИ БОЙИТИШ
ТЕХНОЛОГИЯСИНИ ИШЛАБ ЧИҚИШ
02.00.13 – Ноорганик моддалар ва улар асосидаги материаллар технологияси
(техника фанлари)
ДОКТОРЛИК ДИССЕРТАЦИЯСИ АВТОРЕФЕРАТИ
Тошкент – 2016 йил
1

УДК 661.842.622: 661.525.1
Докторлик диссертацияси автореферати мундарижаси
Оглавление автореферата докторской диссертации
Content of the abstract of doctoral dissertation
Дехканов Зулфикахар Киргизбаевич
Марказий Қизилқум фосфоритларини этанол
иштирокида нитрат кислотали бойитиш
технологиясини ишлаб чиқиш.......................................................................... 3
Дехканов Зулфикахар Киргизбаевич
Разработка технологии азотнокислотного
обогащения фосфоритов Центральных
Кызылкумов в присутствии этанола……….……........................................... 27
Dekhanov Zulfikahar
Development of nitric acid benefication technology of phosphorite from central
Kyzylkum in presence of ethanol ………............................................................ 51
Эълон қилинган ишлар рўйхати
Список опубликованных работ
List of published works………………………………………………………..... 74
2

УМУМИЙ ВА НООРГАНИК КИМЁ ИНСТИТУТИ, ПОЛИМЕРЛАР
КИМЁСИ ВА ФИЗИКАСИ ИЛМИЙ-ТАДҚИҚОТ МАРКАЗИ,
ТОШКЕНТ КИМЁ-ТЕХНОЛОГИЯ ИНСТИТУТИ ВА
ТОШКЕНТ ДАВЛАТ ТЕХНИКА УНИВЕРСИТЕТИ ҲУЗУРИДАГИ
ФАН ДОКТОРИ ИЛМИЙ ДАРАЖАСИНИ БЕРУВЧИ
14.07.2016.K/T.14.01 РАҚАМЛИ ИЛМИЙ КЕНГАШ УМУМИЙ ВА
НООРГАНИК КИМЁ ИНСТИТУТИ
ДЕХКАНОВ ЗУЛФИКАХАР КИРГИЗБАЕВИЧ
МАРКАЗИЙ ҚИЗИЛҚУМ ФОСФОРИТЛАРИНИ ЭТАНОЛ
ИШТИРОКИДА НИТРАТ КИСЛОТАЛИ БОЙИТИШ
ТЕХНОЛОГИЯСИНИ ИШЛАБ ЧИҚИШ
02.00.13 – Ноорганик моддалар ва улар асосидаги материаллар технологияси
(техника фанлари)
ДОКТОРЛИК ДИССЕРТАЦИЯСИ АВТОРЕФЕРАТИ
Тошкент – 2016 йил
3

4
КИРИШ (Докторлик диссертацияси аннотацияси)
Диссертация мавзусининг долзарблиги ва зарурати. Дунёда қишлоқ

хўжалиги экинларидан юқори ва сифатли ҳосил етиштиришнинг асосий
омилларидан бири минерал ўғитлардан рационал фойдаланиш ҳисобланади.
Шунинг учун қишлоқ хўжалигини минерал ўғитлар билан оптимал даражада
таъминлаш долзарб муаммолардан бири бўлиб қолмоқда.
Мустақилликга эришгандан кейин мамлакатимизда кимё саноатини
модернизация қилиш, техник ва технологик янгилаш, уни мустаҳкам хомашё
базаси билан таъминлашга алоҳида эътибор қаратилиб, жумладан,
ҳукуматимиз томонидан фосфорит хом ашёси захираларини ўзлаштиришга
доир қарор ҳамда маҳаллий Жерой-Сардара конини босқичма-босқич
фойдаланишга топшириш дастури қабул қилинди. Натижада йилига 400 минг
тонна маҳсулот ишлаб чиқариш қувватига эга бўлган Қизилқум фосфорит
комплексининг ишга туширилиши ушбу хомашё импортини қисқартиришга
пойдевор яратган бўлса, 2014 йилда унинг бир йилда 716 минг тоннагача
фосфорит концентратини тайёрловчи иккинчи навбати фойдаланишга
топширилгач, мазкур маҳсулотнинг хориждан сотиб олинишига бутунлай чек
қўйилди.
Бугунги кунда жаҳон миқёсида паст навли фосфоритларни бойитишнинг
янги усулларини ишлаб чиқишга алоҳида эътибор қаратилиб, бу борада
амалга оширилаётган илмий изланишларда нитрат кислотаси ва органик
эритувчилардан фойдаланиб юқори сифатли фосфорит концентрати олиш
технологиясини ишлаб чиқиш муҳим вазифалардан бири ҳисобланади. Паст
навли фосфоритларини органик эритмалар иштирокида нитрат кислотали
бойитиш технологиясини ишлаб чиқишда қатор, жумладан, қуйидаги
йўналишларда тегишли илмий ечимларни асослаш зарур: фосфат хом
ашёсини кимёвий бойитишнинг самарали усулларини ишлаб чиқиш; юқори
карбонатли фосфоритларини нитрат кислотаси билан бойитишда ҳосил
бўладиган кальций нитратни органик эритувчилар ёрдамида ажратиб олиш
жараёнини мақбул шароитларини аниқлаш; кимёвий бойитилган сифатли
фосфоконцентрат асосида фосфорли ўғитлар олиш технологияларини яратиш.
Диссертация мавзусининг долзарблиги ушбу йўналишларда илмий
изланишларни амалга ошириш билан изоҳланади.
Ўзбекистон Республикаси Президентининг 2015 йил 4 мартдаги
ПФ-4707-сон «2015–2019 йилларда ишлаб чиқаришни таркибий ўзгартириш,
модернизация ва диверсификация қилишни таъминлаш бўйича чора тадбирлар
дастури тўғрисида»ги Фармони ва Ўзбекистон Республикаси Вазирлар
Маҳкамасининг 2015 йил 22 январдаги 8-сон «Саноатда ишлаб чиқариш
харажатларини қисқартиришга ва маҳсулот таннархини пасайтиришга доир
қўшимча чора-тадбирлар тўғрисида»ги Қарори, ҳамда мазкур фаолиятга
тегишли бошқа меъёрий-ҳуқуқий ҳужжатларда белгиланган вазифаларни
амалга оширишга ушбу диссертация тадқиқоти муайян даражада хизмат
қилади.
5
Тадқиқотнинг республика фан ва технологиялари ривожланиши нинг
асосий устувор йўналишларига боғлиқлиги. Мазкур тадқиқот республика фан

ва технологиялар ривожланишининг VII. «Кимёвий технологиялар ва
нанотехнологиялар» устувор йўналишига мувофиқ бажарилган.
Диссертация мавзуси бўйича хорижий илмий-тадқиқотлар шарҳи. Паст
навли фосфат хом ашёсини бойитиш ва олинган фосфоконцентратни минерал
ўғитларга қайта ишлашга йўналтирилган илмий изланишлар жаҳоннинг
етакчи илмий марказлари ҳамда олий таълим муассасалари,
жумладан, Florida Industrial and Phosphate Research Institute (АҚШ),
Engineering Dobersek GmbH (Германия), Fertilizer Research Institute (Польша),
The Chemical Society of Japan (Япония), University of Science and Technology
(Хитой), Department of Chemistry (Ҳиндистон), Department of Chemical
Engineering (Иордания), Ўғитлар ва инсектофунгицидлар илмий-тадқиқот
институти (Россия), Умумий ва ноорганик кимё институтида (Ўзбекистон)
олиб борилмоқда.
Фосфат хом ашёсини флотацион, кислотали ва термик бойитиш
усулларини ишлаб чиқиш ҳамда уларни такомиллаштиришга оид жаҳонда
олиб борилган тадқиқотлар натижасида қатор, жумладан, қуйидаги илмий
натижалар олинган: апатит рудасини бойитишда флотация усулини қўллаш
орқали таркибида талл мойи, иккиламчи мой гудрони, оксидланган
петролатум ва техник ёғ кислоталари тутган совунланган аралашма ёрдамида
апатит рудасидаги қўшимчалардан фосфат минерали ажратиб олинган (Florida
Industrial
and
Phosphate
Research
Institute,
АҚШ;
Ўғитлар
ва
инсектофунгицидлар илмий-тадқиқот институти, Россия); фосфат рудаси
950°С да куйдирилиб, ҳосил бўлган эркин ҳолатдаги кальций оксиди сув
ёрдамида оҳак сутига айлантирилган ва фосфат хом ашёсидан ажратилган
натижада карбонатли фосфоритни бойитишнинг термик усули яратилган
(Department of Chemical Engineering, Иордания; Engineering Dobersek GmbH,
Германия);
фосфорит
таркибидан
карбонатли
минераллар
органик
флотореагентлар ёрдамида ажратилиб, бойитишнинг флотацион усули ишлаб
чиқилган (University of Science and Technology, Хитой).
Дунёда апатит ва фосфорит рудаларини турли хил усулларда бойитиш
бўйича қатор, жумладан, қуйидаги устувор йўналишларда тадқиқотлар олиб
борилмоқда: фосфат хом ашёсини бойитишнинг кимёвий усулларини ишлаб
чиқиш (нитрат, хлорид ва фосфор кислоталари ёрдамида); фосфоритни
флотацион бойитиш жараёнида қўлланиладиган янги флотореагентлар
яратиш; паст навли фосфоритларни кислоталар билан бойитишда ҳосил
бўладиган кальцийли тузларни органик эритувчилар иштирокида ажратиш
усулларини ишлаб чиқиш; карбонатли фосфат хом ашёсини термик бойитиш
усулуни янада такомиллаштириш; фосфорит концентратини минерал
ўғитларга қайта ишлашнинг янги технологияларини яратиш.
Муаммонинг ўрганилганлик даражаси. Илмий-техник адабиётларда МҚ
фосфоритларини флотацион ва кимёвий бойитиш бўйича маълумотлар манбаи
мавжуд (Набиев М.Н., Бойко В.С., Кармышов В.Ф., Амирова А.М.,
6
Мадалиева С.Х., Пягай А.Г., Намазов Ш.С., Беглов Б.М.), лекин Қизилқум
фосфоритлари юқори карбонатланганлиги билан бир қаторда ундаги фосфат

минерали кальцит билан ўзаро жипс жойлашган, шу сабабдан уларни
флотация ёрдамида бойитиш бўйича уринишлар ижобий натижаларга олиб
келмаган. Қизилқум фосфат хом ашёсини нитрат ва хлорид кислоталарининг
суюлтирилган эритмалари, кальций ва магнийнинг нитратли нордон
эритмалари билан кимёвий усулда бойитиш орқали фосфорит таркибидаги
Р
2
О
5
миқдорини ошириш ва кальций модулини камайтириш бўйича бир қанча
илмий изланишлар олиб борилган. Уларнинг асосий камчиликлари юқори
кўпикланиш, кўп миқдорда эрувчан туз эритмалари ҳосил бўлиши ва шу
эритмалар билан Р
2
О
5
нинг йўқолиши ҳисобланади, чунки карбонатларни
100% ажратиб олишга эришиш мумкин эмас.
МҚ фосфат хом ашёсидан карбонатларни ва термоконцентратидан
кальций оксидини чумоли ва сирка кислоталарнинг суюлтирилган
эритмаларидан фойдаланиш амалий жиҳатдан қизиқиш уйғотади, чунки улар
фосфат минералини амалий жиҳатдан парчаламайди (Намазов Ш.С., Беглов
Б.М., Сейтназаров А.Р.). Аммо сирка ва чумоли кислоталари бизда кам
миқдорда ишлаб чиқарилганлиги сабабли, йирик ҳажмдаги фосфорит
концентрати олиш учун етарли эмас. Иккинчидан, бойитиш жараёнида катта
ҳажмдаги паст концентрацияли кальций формиати ва ацетати эритмалари
ҳосил бўлади, уларни қайта ишлаш талаб этилади. Ундан ташқари, органик
кислоталар жуда қиммат.
Бизнинг шароитда МҚ фосфоритларини кимёвий бойитишнинг амалга
ошириш мумкин бўлган йўли – концентрланган нитрат кислотасидан
фойдаланиш, кейинчалик кальций нитратни органик эритувчи – этанол
ёрдамида ажратиб олиш ҳисобланади. Ушбу усулнинг афзаллиги
сарфланадиган реагент – этанолни қайта тиклаш ва уни технологик циклга
қайтариш, шу орқали тайёр маҳсулотга осон қайта ишланадиган кальций
нитратининг концентрланган эритмасини олишнинг содда тизимидан иборат.
Р
2
О
5
нинг суюқ фазага йўқолишини бартараф қилиш учун бўтқа ажратишдан
олдин
аммиак
билан
нейтралланади,
натижада
эрувчан
фосфор
дикальцийфосфатга ўтган ҳолда фосфоконцентрат таркибида қолади. Реагент
сифатида HNO
3
танлашнинг асосий мезонлари: етказиб бериш осонлиги,
арзон хом ашё базасининг мавжудлиги, кальций нитратининг қишлоқ
хўжалигида бевосита зарурлиги ҳисобланади. Илмий-техник адабиётларда
карбонатли фосфоритларни нитрат кислотаси билан бойитиш, кейинчалик
бўтқадан кальций нитратни этанол ёрдамида ажратиб олиш бўйича
маълумотлар мавжуд эмас.
Диссертация мавзусининг диссертация бажарилаётган илмий тадқиқот
муассасининг илмий-тадқиқот ишлари билан боғлиқлиги. Диссертация
тадқиқоти Умумий ва ноорганик кимё институтининг илмий-тадқиқот ишлари
режасининг ФА-2И-ТО8 рақамли «Марказий Қизилқум фосфоритлари ва
калий хлоридини нитрат кислотали қайта ишлаш асосида фосфор-калийли ва
азот-фосфор-калийли ўғитлар олиш технологиясини ишлаб чиқиш ва жорий
қилиш» (2011-2012 йй.) ва ФА-А12-
7
Т171 рақамли «Марказий Қизилқум фосфоритларини кимёвий бойитишнинг

самарадор, ресурстежамкор технологиясини ишлаб чиқиш ва юқори
концентрацияли фосфорли ўғитлар олиш» (2012-2014 йй.) мавзуларидаги
инновацион ва амалий лойиҳалар доирасида бажарилган.
Тадқиқотнинг мақсади Қизилқум фосфоритларини нитрат кислотаси
билан этанол иштирокида бойитиш, ҳосил бўлган кальций нитрат ва
фосфоконцентратни қаттиқ азоткальцийли селитра ҳамда комплекс фосфорли
ўғитларга қайта ишлаш технологиясини яратишдан иборат.
Мақсадга эришиш учун қуйидаги тадқиқот вазифалари қўйилган: юқори
карбонатли МҚ фосфоритларини нитрат кислотаси билан кимёвий бойитиш,
кейинчалик ҳосил бўлган кальций нитратни кислота меъёри ва фосфоритни
этанолга оғирлик нисбатига боғлиқ равишда ажратиб олиш жараёнини мақбул
шароитларини аниқлаш;
кальций нитрати эритмасига Р
2
О
5
йўқолишини бартараф қилиш
мақсадида нитрокальцийфосфатли спиртли суспензияни аммонийлаштириш
жараёнини тадқиқ этиш;
юқори карбонатли МҚ фосфоритларини кенг ҳарорат ва концентрация
оралиғида этанол ёрдамида нитрат кислотали бойитишда ҳосил бўлган
нитрокальцийфосфат бўтқасидан кальций ва аммоний нитратларини ажратиб
олиш жараёнини асослайдиган 3 та учлик: Ca(NO
3
)
2
- C
2
H
5
OH - H
2
O; NH
4
NO
3
-
C
2
H
5
OH - H
2
O; Ca(NO
3
)
2
- NH
4
NO
3
- H
2
O ва 3 та бинар Ca(NO
3
)
2
- H
2
O;
NH
4
NO
3
- H
2
O ва C
2
H
5
OH - H
2
O системаларидан иборат 4 компонентли
Ca(NO
3
)
2
-NH
4
NO
3
- C
2
H
5
OH - H
2
O системасининг эрувчанлик диаграммасини
тузиш;
нитрокальцийфосфатли спиртли суспензияни суюқ ва қаттиқ фазаларга
ажратиш жараёнига таъсир этувчи омилларни аниқлаш;
циклига қайтариш мақсадида органик эритувчи – этанолни регенерация
қилиш ва нитрат кислотали бойитишнинг қўшимча маҳсулоти –кальций
нитрат эритмасининг физик-кимёвий хоссаларини ўрганиш;
кальций нитрат эритмасини суюқ ва қаттиқ кальцийли селитрага қайта
ишлаш, ҳосил бўлган кальций нитратни CO
2
ва NH
3
ёрдамида NH
4
NO
3
ва
CaCO
3
га конверсия қилишнинг мақбул шароитларини топиш;
кимёвий бойитилган фосфоконцентратни экстракцион фосфор
кислотасига (ЭФК) қайта ишлаш, кимёвий бойитилган фосфоконцентрат,
аммиакли селитра ва калий хлоридини аралаштириш йўли билан PK- ва NPK
ўғитлар олиш;
МҚ фосфоритларини нитрат кислотали бойитиш ҳамда
фосфоконцентратни PK- ва NPK- ўғитларга қайта ишлаш технологиясини
синовдан ўтказиш, янги турдаги ўғитларни агрокимёвий синовлардан
ўтказиш;
кимёвий бойитилган фосфоконцентрат ишлаб чиқаришни ташкил
этишнинг мақсадга мувофиқлиги тўғрисида техник-иқтисодий ҳисобларни
бажариш.

8
Тадқиқотнинг объекти. МҚ фосфоритлари, нитрат кислотаси, этанол,
аммиак, кальцийли селитра, аммоний нитрати, кальций карбонати, кимёвий
бойитилган фосфоконцентрат, ЭФК, PK- ва NPK- ўғитлар.
Тадқиқотнинг предмети. МҚ фосфоритларини нитрат кислотали бойитиш,
кейинчалик технологик системадан кальций нитратини ажратиб олиш,
шунингдек нитрат кислотали бойитишнинг қўшимча маҳсулоти – кальций
нитратни тайёр маҳсулотга, ҳамда кимёвий бойитилган фосфоконцентратни
ЭФК ва комплекс ўғитларга қайта ишлаш жараёнлари.
Тадқиқотнинг усуллари. Диссертацияда кимёвий, физик-кимёвий,
жумладан, рентгенфазали ва визуал-политермик каби тадқиқот ва таҳлил
усуллари қўлланилган.
Диссертация тадқиқотининг илмий янгилиги қуйидагилардан иборат:
биринчи маротаба МҚ фосфоритларини нитрат кислотаси билан кислота
меъёри ва фосфоритнинг этанолга оғирлик нисбатига боғлиқ равишда
бойитиб, ҳосил бўлган кальций нитратни этанол эритмаси билан ажратиб
олиш мумкинлиги исботланган ва технологик тизими яратилган;
нитрокальцийфосфат бўтқасини рНни 3 гача аммонийлаштириш орқали Р
2
О
5
ни суюқ фазага йўқолишини тўлиқ бартараф қилиш усули ишлаб чиқилган;
3 та учлик: Ca(NO
3
)
2
- C
2
H
5
OH - H
2
O; NH
4
NO
3
- C
2
H
5
OH - H
2
O; Ca(NO
3
)
2
-
NH
4
NO
3
- H
2
O ва 3 та бинар Ca(NO
3
)
2
- H
2
O; NH
4
NO
3
- H
2
O ва C
2
H
5
OH - H
2
O
системаларидан иборат мураккаб таркибли Ca(NO
3
)
2
- NH
4
NO
3
- C
2
H
5
OH - H
2
O
системалардаги компонентларнинг ўзаро таъсирлашуви бўйича янги
маълумотлар олиниб, улар асосида эрувчанлик диаграммалари қурилган ҳамда
карбонатли фосфоритларни нитрат кислотаси билан бойитиш жараёнида этил
спиртини (ЭС) қўллаш мумкинлиги исботланган;
аммоний-нитрат-кальцийли эритмасининг физик-кимёвий хоссалари
аниқланиб, унга бентонит моддасини қўшиш орқали яхши товар хоссаларига
эга бўлган донадор кальцийли селитра олиш мумкинлиги кўрсатилган;
аммоний-нитрат-кальцийли эритмани CO
2
ва NH
3
ёрдамида NH
4
NO
3
ва
CaCO
3
га конверсия қилишнинг мақбул шароитлари аниқланган; кимёвий
бойитилган фосфоконцентратни ЭФК, PK- ва NPK- ўғитларга қайта ишлаш
асосида янги турдаги комплекс ўғитлар олиш технологияси яратилган.
Тадқиқотнинг амалий натижалари қуйидагилардан иборат: МҚ
фосфоритларини нитрат кислотаси билан этанол иштирокида кимёвий
бойитиш хом ашёдаги балласт – СаО ва СО
2
йўқотишга, бу эса хом ашёни ЭФК
га қайта ишлашда сульфат кислота сарфини сезиларли қисқартириш имконини
беради;
бойитиш тизимига мувофиқ этанол қайта тикланади, олинган Ca(NO
3
)
2
нинг концентрланган эритмаси суюқ ва қаттиқ селитра осон қайта ишланади.
Бунда HNO
3
икки тарафлама фойдаланилади: хом ашёдаги карбонатларни
ажратиб олиш учун водороднинг фаол иони, ҳамда суюқ ва қаттиқ ўғитларнинг

озуқа қисми – азот компоненти сифатида ишлатилади;
9
кимёвий бойитилган фосфоконцентрат ва у асосида ЭФК, PK-, NPK
ўғитларни ишлаб чиқаришнинг технологик тизими ва моддий баланси ишлаб
чиқилди. Бойитиш технологияси «Самаркандкимё» АЖ тажриба қурилмасида
фосфорит концентрати тажриба партияси ишлаб чиқарилди, PK- ва NPK
ўғитларнинг агрокимёвий синовлари ўтказилди.
Тадқиқот натижаларининг ишончлилиги. Фойдаланилган кимёвий
(аналитик кимё) ва физик
-
кимёвий (рентгенфазали, визуал-политермик)
таҳлил натижалари тажриба-саноат қурилмаларида синовдан ўтганлиги билан
тасдиқланади.
Тадқиқот натижаларининг илмий ва амалий аҳамияти. Ишнинг илмий
аҳамияти 4 компонентли Ca(NO
3
)
2
- NH
4
NO
3
- C
2
H
5
OH - H
2
O системасининг
эрувчанлик диаграммасини қўллаш орқали МҚ
фосфоритларидан
карбонатларни нитрат кислотаси билан этил спирти
иштирокида ажратиб олиш технологияси; Са(NO
3
)
2
нинг спиртли
суспензиясидан спиртни регенерация қилиш; Са(NO
3
)
2
нинг концентрланган
эритмасининг физик-кимёвий хоссаларини ўрганиш ва ундан суюқ ва қаттиқ
ўғитлар олиш; Са(NO
3
)
2
ни NH
4
NO
3
ва CaCO
3
га конверсиясининг мақбул
шароитларини топиш; кимёвий бойитилган фосфоконцентрат асосида ЭФК,
PK ва NPK ўғитлар олишнинг илмий асосларини яратишдан иборат.
Ишнинг амалий аҳамияти шундан иборатки, фосфат хом ашёсидан
карбонатларни нитрат кислотаси билан этил спирти иштирокида ажратиб
олиш, ушбу хом ашёни фосфор кислотасига қайта ишлашда сульфат кислота
сарфини кескин камайтиришга имкон беради. Нитрат кислотали бойитишнинг
қўшимча маҳсулоти сифатида айниқса шўрланган тупроқларда пахта экинига
жуда зарур бўлган ишқорий физиологик ўғит – кальций нитрат эритмаси
олинади. Кимёвий бойитиб олинган фосфоконцентрат таркибида юқори
нисбий миқдордаги ўсимлик ўзлашувчан фосфор бўлганлиги туфайли у ҳар
хил турдаги мураккаб-аралаш донадор ўғитлар олишда қўлланилиши мумкин.
Тадқиқот натижаларининг жорий қилиниши. МҚ фосфоритларини нитрат
кислотаси билан этанол иштирокида бойитиш, ҳосил бўлган кальций нитрат
ва фосфоконцентратни қаттиқ азоткальцийли селитра ҳамда комплекс
ўғитларга қайта ишлаш технологиясини ишлаб чиқиш бўйича олинган илмий
натижалар асосида:
МҚ фосфоритларини этанол иштирокида нитрат кислотаси билан
бойитиш усулига Ўзбекистон Республикаси Интеллектуал мулк агентлиги
томонидан ихтиро патенти олинган (№IAP 04973 «Юқори карбонатланган
фосфоритларни бойитиш усули»). Натижада паст навли МҚ фосфоритидаги
кальций модулини 2,84 дан 1,5-1,7 гача камайтириш ва шу орқали уни қайта
ишлашда ишлатиладиган ўта танқис сульфат кислотаси сарфини 30% га
қисқартириш имконияти яратилади;
паст навли Қизилқум фосфоритларини нитрат кислотаси билан этанол
иштирокида
бойитиш
технологияси
«Самаркандкимё»
акциядорлик

жамиятида амалиётга тадбиқ этилиб, юқори сифатли янги фосфорит
хомашёси олинган («Узкимёсаноат» АЖ нинг 2016 йил 14 июлдаги 03-2342/14
сон маълумотномаси). Ушбу натижаларни амалиётга жорий қилиш
10
фосфоконцентрат таннархини амалдаги ювиб куйдирилган фосфорит
концентратидан 1,4 баробарга арзонлаштириш имконини беради. Тадқиқот
натижаларининг апробацияси. Диссертация ишининг материаллари қуйидаги
Халқаро ва Республика илмий-амалий конференцияларда «Современные
техника и технологии горно металлургической отрасли и пути их развития»
(Навоий, 2010; 2013); «Разработка эффективной технологии получения
минеральных удобрений и агрохимикатов нового поколения и применение их
на практике» (Тошкент, 2010); Yosh olimlarning «Yuqori texnologik ishlanmalar
ishlab chiqarishga» (Tоshkent, 2010); «Перспективы развития техники и
технологии и достижении горно-металлургической отрасли за годы
независимости Республики Узбекистан» (Навоий, 2011); «Современные
технологии и инновации горно металлургической отрасли» (Навоий, 2012);
«Состояние и перспективы инновационных разработок в области технологии
неорганических веществ и химизации сельскохозяйственного производства»
(Тошкент, 2013); «Аналитик кимё фанининг долзарб муаммолари»
IV-Республика илмий-амалий анжумани (Термиз, 2014); «Перспективы науки
и производства химической технологии в Узбекистане» (Навоий, 2014);
«Физико-химия и технология неорганических материалов» (Москва, 2014);
VIII-Международной научно-технической конференции «Достижения,
проблемы и современные тенденции развития» (Навоий, 2015); «The Sixth
International Conference on Eurasian scientific development» (Vienna, 2015); 2016
йил 14 сентябрда Умумий ва ноорганик кимё институти, Полимерлар кимёси
ва физикаси илмий-тадқиқот маркази, Тошкент кимё-технология институти ва
Тошкент Давлат техника университети ҳузуридаги 14.07.2016.К/Т.14.01
рақамли Илмий кенгаш қошидаги 02.00.13 – Ноорганик моддалар ва улар
асосидаги материаллар технологияси ихтисослиги бўйича илмий семинарда
муҳокамадан ўтган.
Тадқиқот натижаларнинг эълон қилиниши. Диссертация мавзуси бўйича
жами 31 та илмий иш чоп этилган, шулардан Ўзбекистон Республикаси Олий
Аттестация комиссиясининг докторлик диссертациялари асосий илмий
натижаларини чоп этиш тавсия этилган республика нашрларида
13 таси, жумладан 11 таси республика ва 2 таси хорижий журналларда нашр
этилган ва 1 та ихтирога патент олинган.
Диссертациянинг тузилиши ва ҳажми. Диссертация таркиби кириш,
тўртта боб, хулоса, фойдаланилган адабиётлар рўйхати ва иловалардан иборат.
Диссертациянинг ҳажми 193 бетни ташкил этган.

11
ДИССЕРТАЦИЯНИНГ АСОСИЙ ҚИСМИ
Кириш қисмида ишнинг долзарблиги ва зарурати асосланган,
тадқиқотнинг мақсади ва асосий вазифалари тавсифланган, Ўзбекистон
Республикаси фан ва технологияси тараққиётининг устивор йўналишларига
мослиги, тадқиқотнинг илмий янгилиги ва амалий натижалари баён қилинган,
олинган натижаларнинг илмий ва амалий аҳамияти очиб берилган, тадқиқот
натижаларини амалиётга жорий этиш, чоп этилган илмий ишлар ва
диссертация тузилиши бўйича маълумотлар келтирилган.
Диссертациянинг «Фосфат хом ашёсини бойитиш усуллари» деб номланган
биринчи бобида ҳар хил турдаги фосфат хом ашёни бойитишнинг флотацион,
термик ва кимёвий усуллари (нитрат, хлорид ва фосфор кислота лари
ёрдамида) баён қилинган. Марказий Қизилқум фосфоритларининг
физик-кимёвий таснифи берилган ва уларни бойитишнинг бир неча усуллари
қайд этилган. Ҳозирги кунда саноатда қўлланилаётган юқори ҳароратли
термик усулдан бошқа (альтернатив бўладиган) бойитиш усуллари келти
рилган. Фосфат хом ашёсини бойитиш бўйича тадқиқотлар мажмуаси таҳлил
қилинган ҳолда мазкур ишнинг мақсад ва вазифалари шакллантирилган.
Диссертациянинг
«Юқори
карбонатли
фосфоритларни
этанол
иштирокида нитрат кислотаси билан бойитишда ҳосил бўладиган
нитрокальцийфосфатли бўтқадан кальций ва аммоний нитратларни
экстракция қилиш жараёнини тадқиқ этиш» деб номланган иккинчи бобида
МҚ фосфоритларини кимёвий бойитиш тадқиқотлари келтирилган.
Фосфоритлардан карбонатларни ажратиб олиш учун 57,87% ли HNO
3
ва 96%
ли техник этил спиртидан фойдаланилди. Бойитиш учун ҳар хил навдаги (учта
навдаги оддий фосфорит уни – ОФУ ва ҚФК да ЮКФК ишлаб чиқариши
чиқиндиси – минераллашган масса, ММ) МҚ фосфоритлари олинди.
Уларнинг тавсифи 1-жадвалда келтирилган.
1-жадвал
Дастлабки хом ашё тавсифи
Намуна
рақами
Хом ашё
тури
Компонентлар миқдори, оғир.%
Р
2
О
5ўзл.
: Р
2
О
5умум.
лим. к-таси
бўйича, %
СаО :
Р
2
О
5
Р
2
О
5умум.
СаО
умум.
СО
2
1
ОФУ
16,60
47,13
17,23
10,20
2,84

2
ОФУ
17,52
47,53
15,23
17,68
2,71
3
ОФУ
18,70
47,80
15,30
18,49
2,56
4
ММ
15,06
44,27
14,11
9,10
2,94
HNO
3
нинг меъёри фосфат хом ашёдаги (ФХ) СаО ни парчалашга
нисбатан
олинди.
Фосфат
хом
ашёсининг
асосий
минераллари
фторкарбонатапатит ва кальций карбонати ҳисобланади. Уларга нитрат
кислота билан ишлов беришда қуйидаги реакциялар кетади:
CaCO
3
+ 2HNO
3
→
Ca(NO
3
)
2
+ H
2
O + CO
2
↑
Ca
5
F(PO
4
)
3
+ 10HNO
3
→
3H
3
PO
4
+ 5Ca(NO
3
)
2
+ HF↑
Агарда нитрат кислота миқдори стехиометриядан кам бўлса, унда қуйидаги
реакция содир бўлади:
12
2Ca
5
F(PO
4
)
3
+ 14HNO
3
→
3Са(H
2
PO
4
)
2
+ 7Ca(NO
3
)
2
+ 2HF↑
Суюқ
фазага
Р
2
О
5
йўқолишини
бартараф
қилиш
мақсадида
нитрокальцийфосфат-спиртли суспензияни (НФСС) суюқ ва қаттиқ фазаларга
ажратишдан олдин уни рН = 3 гача NH
3
билан аммонийлаштириш тавсия
этилади.
Аммонийлаштириш
жараёнида
кальций
монофосфати
ва
нитратининг аммиак билан ўзаро таъсирлашуви натижасида қуйидаги реакция
бўйича дикальцийфосфат ва аммоний нитрати ҳосил бўлади:
Ca(H
2
PO
4
)
2
+ Ca(NO
3
)
2
+ 2NH
3
= ↓2CaHPO
4
+ 2NH
4
NO
3
Бунда ҳосил бўлган дикальцийфосфат тузи чўкмага тушади ва шундай қилиб
жами фосфор амалий жиҳатдан фосфоконцентрат таркибида қолади. Бу эса
бойитиш учун анча юқори меъёрдаги HNO
3
ишлатиш ва шу орқали фосфат
хом ашёсидаги кальций модуль кўрсаткичини сезиларли пасайтириш
имконини беради. Бойитилган фосфоритда кальций модули (СаО : Р
2
О
5
) қанча
кам бўлса, уни сульфат кислотали экстракция қилишда шунча кам кислота
талаб этилади ва шунча миқдорда кам фосфогипс чиқиндиси ҳосил бўлади.
3 та учлик: Ca(NO
3
)
2
- C
2
H
5
OH - H
2
O; NH
4
NO
3
- C
2
H
5
OH - H
2
O; Ca(NO
3
)
2
-
NH
4
NO
3
- H
2
O ва 3 та бинар Ca(NO
3
)
2
- H
2
O; NH
4
NO
3
- H
2
O ва C
2
H
5
OH - H
2
O
системаларидан иборат 4 компонентли Ca(NO
3
)
2
- NH
4
NO
3
- C
2
H
5
OH - H
2
O
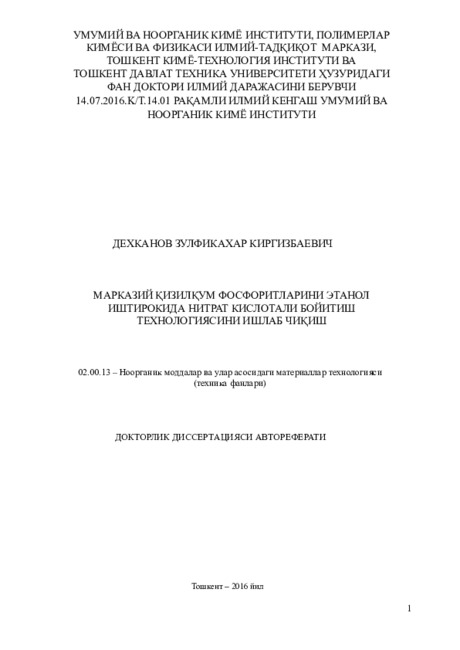
эрувчанлик диаграммаси асосида МҚ юқори карбонатли фосфоритларини
кенг ҳарорат ва концентрация оралиғида этанол ёрдамида нитрат кислотали
бойитишда ҳосил бўлган нитрокальцийфосфат бўтқасидан кальций ва
аммоний нитратларини ажратиб олиш жараёни асослаб берилди (1-расм).
Эрувчанлик политермик диаграммалардан хулоса қилиш мумкинки,
мазкур системаларнинг ташкил этувчилари бир-бирига эрувчанлик таъсирини
кўрсатади. Ўрганилган ҳарорат ва концентрация оралиқларида системанинг
ташкил этувчилари янги кимёвий бирикмалар ҳосил қилмайди, системалар
оддий эвтектик турга таллуқлидир. Олинган натижалар асосида юқори
карбонатли МҚ фосфоритларини нитрат кислотаси билан бойитиш,

кейинчалик нитрокальцийфосфат бўтқасидан кальций нитратни этил спирти
ёрдамида ажратиб олиш жараёнининг асосий технологик кўрсаткичлари
аниқланди.
Топилган технологик кўрсаткичларидан келиб чиққан ҳолда, МҚ
фосфоритларини ЭС иштирокида нитрат кислотали бойитиш жараёни тадқиқ
этилди. Кислота меъёри хом ашёдаги СаО ни парчалашга бўлган
стехиометриядан 30-80% оралиғида ўзгартирилди. Ҳар хил хом ашёдаги СО
2
миқдори бир-биридан фарқ қилганлиги туфайли нитрат кислотанинг СаО ни
парчалашдаги меъёри хом ашёдаги СаСО
3
ни парчалашда (хом ашёдаги СаО ни
парчалашга кислотанинг бир хил меъёрида) ҳар хил бўлади. Фосфат хом
ашёни нитрат кислота билан ишлов бериш 20-30 дақиқа давомида олиб
борилди. Реакцион масса ҳарорати – 40
о
С. Фосфат хом ашёсини нитрат
кислота билан парчалашдан сўнг қуюқ кўринишдаги нитрокальцийфосфатли
бўтқа ҳосил бўлади. Бўтқа этил спирти (ЭС) билан ФХ : ЭС = 1:(3÷10) ҳар хил
нисбатларда суюлтирилди ва 3-4 дақиқа давомида аралаштирилди, ундан
кейин суспензия вакуум остида фильтрлаш усулида суюқ ва қаттиқ фазаларга
ажратилди. Кейинчалик нам фосфоконцентрат ФХ : ЭС = 1 : 2 нисбатда тоза
13
80
70
60
50
C
2
H
5
OH
K
90
s
3
СаО : Р
2
О
5
80
70
60
а
2
30
С
40
7
40I
С
1
40°C
3,0
2,7
56,31
5
70
7
70I
а
1
2,5
52,67
48,70
20
S
2
7
70
2,3
1020304050
NH
4
NO
3
2,0

40,99 1,5
10
а
3
b
1
Аs
2
Са(NO
3
)
2
С 30
40
10
20
10
в
3
s
s
1
3
70I
3
70II
3
70
С
2
50
60
70
80
в
1
в
2
5855
50
20
30
1
40
50
С
3
3
40I
60
70
80
90
В
H
2
O
1-расм. Кальций ва аммоний нитратларни экстракцияси ва экстрактни
буғлатиш жараёнидаги Ca(NO
3
)
2
- NH
4
NO
3
- C
2
H
5
OH - H
2
O эрувчанлик
диаграммаси.
14
ЭС билан ювилди. Нам чўкмани 100°С да қуритилди. Қуритилган
фосфоконцентрат ва фильтратлар маълум бўлган усулларда кимёвий таҳлил
қилинди. Натижалар 2-4 расмларда кўрсатилган.
Ҳар хил турдаги фосфат хом ашёсини нитрат кислота билан
бойитишнинг умумий ҳолати ўзаро ўхшашдир. Фақат, фосфоконцентратдаги
ташкил этувчилар миқдорининг кўрсаткичлари билан ўзаро фарқланади.
Кислота меъёри қанча юқори бўлса, фосфоконцентратда СО
2
миқдори шунча
кам ва Р
2
О
5
миқдори шунча юқори бўлади. Уч хил навдаги ОФУ ни нитрат
кислотаси билан бойитишда таркиби билан бир-биридан ўзаро фарқ қилувчи
фосфоконцентратлари олинди. Масалан, таркибида 16,60% Р
2
О
5
; 47,13% СаО;
17,23% СО
2
; СаО : Р
2
О
5
= 2,84 тутган ОФУ ни ФХ : ЭС нисбатининг 1 : 3 дан 1
: 10 гача ва хом ашёдаги СаО ни парчалашга стехиометриядан 30-45%
меъёрига риоя қилган ҳолда нитрат кислотаси билан бойитишда Р
2
О
5умум.
миқдори дастлабки 16,60% дан 21,62 дан 23,74% гача Р
2
О
5
(3-расм, а), СО
2
миқдори дастлабки 17,23% дан 7,82% дан 4,26% гача камаяди. Бунда фосфат
хом ашёсининг карбонатсизланиш даражаси 60% дан 82% гача ортади (2-
расм, а). Кальций модули эса дастлабки 2,84 дан 1,95 дан 1,60 гача камаяди.
ФХ : ЭС оғирлик нисбати фосфоконцентрат таркибидаги Р
2
О
5
миқдорига жуда

кам таъсир кўрсатади. Масалан, этил спирти миқдорининг ортиши, яъни ФХ :
ЭС нисбатининг 1 : 3 дан 1 : 10 гача ўзгариши фосфоконцентрат таркибидаги
Р
2
О
5
миқдори нитрат кислотасининг 30, 35, 40 ва 45% меъёрларида мос
равишда атиги 21,62 дан 21,85% гача, 21,89 дан 22,13% гача, 22,19 дан 22,69%
гача ва 23,25 дан 23,74% гача ортади. Кальций модули эса мос равишда 1,95
дан 1,89 гача; 1,88 дан 1,82 гача; 1,79 дан 1,71 гача ва 1,67 дан 1,60 гача
ўзгаради. Ушбу фосфорит унига 30 % меъёридаги нитрат кислотаси билан
ишлов беришда фосфат минерали парчаланмайди, аммо нитрат кислотасининг
стехиометриядан 35-45% меъёрларида Р
2
О
5
нинг суюқ фазага ўтиши содир
бўлади ва ФХ : ЭС нисбатига боғлиқ равишда 0,55-8,69% ни ташкил этади
(4-расм, а). НNO
3
меъёри – 50% ва ФХ : ЭС = 1 : 5 да ушбу ўтиш 21,02% ни
ташкил этади. Яъни фосфоконцентратга Р
2
О
5
нинг чиқиш унуми 99,45 дан
78,95% гача камаяди. Бу ҳол фосфат хом ашёсини нитрат кислотаси билан
карбонатсизлантиришда кальций карбонати билан бир қаторда фосфат
минералининг сувда эрувчан монокальцийфосфат ҳосил қилган ҳолда кальций
нитрати билан биргаликда суюқ фазага ўтиши билан тушунтирилади.
Таркибида 17,52% Р
2
О
5
тутган ОФУ ни кислотаси нитрат кислота билан
карбонатсизлантириш йўли билан бойитиш бўйича ўтказилган тадқиқотлар
шуни кўрсатдики, кислота меъёри - 40% (СаСО
3
ни парчалашга 100% ли
меъёр) ва ФХ : ЭС = 1 : 5 нисбатда олинган фосфоконцентратда (оғир. %):
24,20 Р
2
О
5умум.
; 17,71 Р
2
О
5ўзл.
лим. к-таси бўйича; 12,20 Р
2
О
5ўзл.
трилон Б
бўйича; 39,67 СаО
умум.
; 28,66 СаО
ўзл.
; 3,84 СаО
сув.эрув.
; 0,65 N; СаО : Р
2
О
5
= 1,64,
хом
ашёнинг
карбонатсизланиш
даражаси
82,5%
бўлади.
Бунда
фосфоконцентратга Р
2
О
5
ни чиқиш унуми 94,75% ни ташкил этади. HNO
3
нинг
меъёри стехиометриядан 44% гача ошириш, фосфоконцентрат
сифат
кўрсаткичлари яхшиланса ҳам (кальций модулини камайтиради), аммо
15
а)
95
85
б)
48%
Карбонатсизлашиш даражаси,
%
30%
80 75 70
45% 40%
35%
Карбонатсизлашиш даражаси,
%
32%
90
44%
85
40%
80
65
75
60

1:3 1:4 1:5 1:7 1:10 70
36% HNO
3
ФС : ЭС нинг оғирлик нисбати
1:3 1:4 1:5 1:7 1:10 ФС : ЭС нинг оғирлик нисбати
80
в)
90
г)
40%
Карбонатсизлашиш даражаси,
%
32%
Карбонатсизлашиш даражаси,
%
30%
78
76
74
36% HNO
3
85
80
75
70
65
45%
40% 35%
60
72
1:3 1:4 1:5 1:7 1:10 ФС : ЭС нинг оғирлик нисбати
1:3 1:4 1:5 1:7 1:10 ФС : ЭС нинг оғирлик нисбати
2-расм. HNO
3
меъёри ва ФХ : ЭС нисбатига боғлиқ равишда фосфат хом
ашёсининг карбонатсизланиш даражаси: а) ОФУ – (16,60% Р
2
О
5
); б) ОФУ –
(17,52% Р
2
О
5
); в) ОФУ – (18,7% Р
2
О
5
); г) ММ – (15,06% Р
2
О
5
).
О
2 5
, %
Фосфоконцентр
атдаги Р
24,0 23,5 23,0
22,5 22,0
а)
30% 35% 40%
45%
О
2 5
, %
Фосфоконцентр
атдаги Р
24,5 24,0 23,5
23,0 22,5
б)
32% 36% 40%
44% 48%
21,5
21,0
1:3 1:4 1:5 1:7 1:10 ФС : ЭС нинг оғирлик
нисбати
HNO
3
меъёр
и
21,5 22,0
HNO
3
меъёри
1:3 1:4 1:5 1:7 1:10 ФС : ЭС нинг оғирлик
нисбати
О
2 5
, %
26,5
в)
21,5
г)
26,0
О
2 5
,
%
30% 21,0
Фосфоконцентратдаги
Р
25,5 25,0 24,5
32% 36% 40%
Фосфоконцентратдаги
Р
20,5 20,0 19,5
35% 40% 45%
24,0
23,5
1:3 1:4 1:5 1:7 1:10 ФС : ЭС нинг оғирлик
нисбати
HNO
3
меъёр
и
18,0
19,0
18,5
HNO
3
меъёри
1:3 1:4 1:5 1:7 1:10 ФС : ЭС нинг оғирлик
нисбати
3-расм. HNO
3
меъёри ва ФХ : ЭС нисбатига боғлиқ равишда

фосфоконцентратда Р
2
О
5
миқдори: а) ОФУ – (16,60% Р
2
О
5
); б) ОФУ –
(17,52% Р
2
О
5
); в) ОФУ – (18,7% Р
2
О
5
); г) ММ – (15,06% Р
2
О
5
).
16
а)
14
1:3
1:
4
1:
5
1:
7
1:
1
0
Р
О
2 5
н
и
н
г
су
ю
қ
ф
аз
аг
а
ў
т
и
ш
д
а
р
а
ж
ас
и,
%
2
3
4
5
6
7
8
9
3
5
%
Р

О
2 5
н
и
н
г
су
ю
қ
ф
аз
аг
а
ў
т
и
ш
д
а
р
а
ж
ас
и,
%
13 48 %
1
45 % 40 %
12 11 10 9
8
7
6
5
4
3
2
1
44 %
40 % 36 %
Р О
2 5
нинг суюқ фазага ўтиш
даражаси,
12
11
10
9
8
%
7
6
5
4
3
ФС : ЭС нинг оғирлик нисбати
40 %
36 %
32 %
1:3 1:4 1:5 1:7 1:10 ФС : ЭС
нинг оғирлик нисбати
1:3 1:4 1:5 1:7 1:10 ФС : ЭС
нинг оғирлик нисбати
Р О
2 5
нинг суюқ фазага ўтиш
даражаси,
%
23456789
10
30 %
45 %
40 %
35 %
1
1:3 1:4 1:5 1:7 1:10 ФС : ЭС
нинг оғирлик нисбати
4-расм. HNO
3
меъёри ва ФХ : ЭС нисбатига боғлиқ равишда Р
2
О
5
нинг суюқ
фазага ўтиш даражаси: а) ОФУ – (16,60% Р
2
О
5
); b) ОФУ – (17,52% Р
2
О
5
); c)
ОФУ – (18,7% Р
2
О
5
); d) ММ – (15,06% Р
2
О
5
).
суюқ фазага Р
2
О
5
ўтишини жадаллаштириш туфайли (10,09%) унинг

фосфоконцентратга чиқиш унумини 89,91% гача пасайтирди. Маълум
бўладики, ОФУ ни нитрат кислотасининг СаО га 48% меъёрида ёки СаСО
3
га
120% меъёрида ва ФХ : ЭС = 1 : 5 нисбатда парчалашда суюқ фазага 12,51%
гача Р
2
О
5
монокальцийфосфат кўринишида ўтади, бу Р
2
О
5
нинг чиқиш унуми
ва унинг фосфоконцентратдаги миқдорини камайтиради.
Таркибида (оғир. %): 18,70 Р
2
О
5
; 47,8 СаО; 15,3 СО
2
ва СаО : Р
2
О
5
= 2,56
тутган ОФУ ни ФХ : ЭС = 1 : 5 нисбатда нитрат кислотаси билан бойитишда
қуйидаги таркибдаги фосфорит концентрати олинади (оғир. %): НNO
3
нинг
36% меъёри учун - Р
2
О
5умум.
24,22; Р
2
О
5ўзл.
лим. к-таси бўйича 16,83; Р
2
О
5ўзл.
трилон Б бўйича 12,29; СаО
умум.
40,77; СаО
ўзл.
29,64; СаО
сув. эрув.
1,50; СаО : Р
2
О
5
= 1,68; карбонатсизланиш даражаси – 77,5%; НNO
3
нинг 40% меъёри учун эса
- Р
2
О
5умум.
26,19; Р
2
О
5ўзл.
лим. к-таси бўйича 18,88; Р
2
О
5ўзл.
трилон Б бўйича
13,84; СаО
умум.
39,92; СаО
ўзл.
29,47; СаО
сув. эрув.
1,67; СаО : Р
2
О
5
= 1,52;
карбонатсизланиш даражаси – 79,7% (2-расм,в). Бундай фосфоконцентратлар
сульфат кислотали экстракция қилиш орқали ЭФК ва аммофос олиш учун
тўла яроқли ҳисобланади. ҚФК чиқиндиси – ММ ни нитрат кислотаси билан
бойитиш уни сифатли фосфат хом ашёсига айлантиради. Масалан, HNO
3
17
меъёри – 30-45% ва ФХ : ЭС = 1 : 3 дан 1 : 10 гача нисбатга риоя қилган ҳолда
18,61 дан 21,20% гача Р
2
О
5
, 38,50 дан 41,54% гача СаО, 3,01 дан 6,80% гача
СО
2
ва 1,82 дан 2,23 гача кальций модулини тутган фосфорит концентратлари
олинади. Ушбу хом ашёга 35-45 % ли нитрат кислотаси билан ишлов беришда
фосфат минерали парчаланади ва ФХ : ЭС нисбатига боғлиқ равишда 0,77-
8,81% ни ташкил этади (4-расм, г). HNO
3
меъёри – 60% ва ФХ : ЭС = 1 : 5
нисбатда бу кўрсаткич 24,80% гача ортади. ФХ : ЭС нисбатининг 1 : 3 дан 1 :
10 гача оширилиши олинадиган фосфоконцентрат таркибига жуда кам таъсир
кўрсатади, яъни фосфоконцентратда Р
2
О
5
миқдорини HNO
3
меъёри – 30 ва
45% учун мос равишда 18,61 дан 18,81% гача ва 20,50 дан 21,20% гача
оширади.
Ишлаб чиқилган усул бўйича фосфоконцентратдан кальций нитратни
тўлиқ ажратиб олиш ва ЭС сарфини сезиларли даражада камайтириш, ундан
ташқари концентрланган кальций нитрат эритмасини олишга эришиш учун
бойитилган фосфоконцентратни ювишни саноат шароитида фосфогипсни
ювишга мос бўлган ювиш тизими бўйича амалга ошириш тавсия этилади.
Таркибида 17,52% Р
2
О
5
тутган ОФУ дан кимёвий бойитилган
фосфоконцентрат олиш жараёнининг моддий оқими ҳисобланди. Юқорида
таъкидланганидек, МҚ карбонатли фосфоритларини нитрат кислотаси билан
бойитишнинг жиддий камчилиги: фосфат хом ашёсидан карбонатларни
нитрат кислотаси билан ажратиб олишда, кам даражада бўлса ҳам унинг
фосфат минерали суюқ фазага ўтадиган Ca(H
2
PO
4
)
2
ҳосил қилган ҳолда
қисман парчаланади. Бу фосфоконцентрат таркибидаги Р
2
О
5
миқдори ва унинг
чиқиш унумини сезиларли камайтиради. Фосфоконцентратга Р
2
О
5
нинг чиқиш
унумини ошириш мақсадида уни қаттиқ фаза таркибига қайтариш даркор.

Бунинг учун нитрокальцийфосфат-спиртли бўтқани суюқ ва қаттиқ фазаларга
ажратишдан олдин уни рН = 3 гача газсимон аммиак билан нейтралланди.
Бунда эрувчан фосфор дикальцийфосфат кўринишида фосфоконцентрат
таркибига қайтарилади.
Сульфат кислотали экстракция усули билан ЭФК олишга яроқли фосфат
хом ашёси қуйидаги талабларга жавоб бериши керак: P
2
O
5
миқдори 24,5% дан
кам бўлмаслиги, CO
2
миқдори 8% дан юқори бўлмаслиги ва кальций модули
кўрсаткичи (СаО : P
2
O
5
) 1,6 дан ортиқ бўлмаслиги шарт. Кислота сарфини
тежашни инобатга олган ҳолда, Қизилқум фосфорит унини бойитишда унинг
мақбул меъёри сифатида 50%, ФХ : ЭС нисбатини эса 1 : 5 деб қабул қилиш
мумкин. Масалан, 17,52% Р
2
О
5
; 47,53% СаО; 15,23% СО
2
ва СаО : Р
2
О
5
= 2,70
тутган ОФУ ни 50% меъёрли HNO
3
, нитрокальцийфосфат бўтқаси рН = 3 ва
ФХ : ЭС = 1 : 5 нисбатда бойитилганда (оғир. %): Р
2
О
5умум.
– 26,20; СаО
умум.
–
38,25; СО
2
– 2,80 ва СаО : Р
2
О
5
= 1,46 таркибдаги фосфоконцентрат олинди (2-
жадвал). Бунда фосфоконцентратга Р
2
О
5
чиқиш унуми 100% ни ташкил этади.
У кальций модули кўрсаткичи бўйича Хибин апатити концентратига (1,32)
яқиндир. Бўтқанинг суюқ фазаси эса кам миқдорда аммоний нитрати тутган
кальций нитрат ва этил спиртидан иборат эритма ҳисобланади. Бунда спирт
осон ҳайдалади ва технологик циклга қайтарилади. Спирт ҳайдалгандан сўнг
18
50% Са(NO
3
)
2
ва 3,02% NH
4
NO
3
бўлган концентрланган аммоний-нитрат
кальцийли эритма олинади (АНКЭ).
Бойитиш жараёнининг аниқланган мақбул катталиклар таркиби
1-жадвалда келтирилган яна икки турдаги ОФУ ва ММ ни бойитишда
қўлланилди. ММ учун кислота меъёри ундаги СаО ни ажратишга
стехиометриядан 60% олинди.
Бойитиш натижалари 2-жадвалда келтирилган. Унда кўринадики, ҳар хил
турдаги фосфат хом ашёни нитрат кислота билан бойитишда таркиби бўйича
бир-биридан фарқ қилувчи фосфоконцентратлар олинди. Масалан, 16,60%
Р
2
О
5
, 17,23% СО
2
ва СаО : Р
2
О
5
= 2,84 эга ОФУ дан (1-намуна) таркибида
24,66% Р
2
О
5
ва СаО : Р
2
О
5
= 1,56 тутган фосфоконцентрат олинди. Таркибида
18,70% Р
2
О
5
ва СаО : Р
2
О
5
= 2,60 эга ОФУ нинг учинчи намунасидан 26,83%
Р
2
О
5
ва СаО : Р
2
О
5
= 1,48 тутган фосфоконцентрат олинди. 15,06% Р
2
О
5
,
14,11% СО
2
ва СаО : Р
2
О
5
= 2,94 эга ММ эса (4-намуна) СаО : Р
2
О
5
= 1,48 эга
бойитилган хом ашёга айланади ва у сульфат кислотали экстракция учун тўла
яроқлидир. Ундаги Р
2
О
5
миқдори эса 15,06% дан 24,21% гача кўтарилади.
Аммонийлаштирилган нитрокальцийфосфат-спирли бўтқанинг реологик
хоссалари, ҳамда уни суюқ ва қаттиқ фазаларга ажратиш жараёни ўрганилди.
Бўтқани ажратиш бўйича ижобий натижа лента-вакуумли фильтрда эришиш
мумкин, у эса ҚФК да майда донали фосфорит унини ювишда самарали
қўлланилмоқда. Жараённинг моддий баланси ҳисобланди.
2-жадвал
Марказий Қизилқум фосфоритларидан олинган концентратларнинг

кимёвий таркиби
Хом
ашё
тури
Дастлаб
ки хом
ашёдаги
Р
2
О
5умум.
миқдори,
%
Хом ашёдаги
СаО
парчалашга
HNO
3
нинг
меъёри, %
стехиометрия
бўйича
Компонентлар
миқдори, оғир.%
Р
2
О
5ўзл.
:
Р
2
О
5умум.
лим.
к-таси
бўйича,
%
Са
О :
Р
2
О
5
Р
2
О
5умум
.
СаО
умум.
СО
2
ОФУ
16,60
50
24,66
38,47
3,52
57,95
1,54
ОФУ
17,52
50
26,20
38,25
2,80
59,88
1,46
ОФУ
18,70
50
26,83
39,73
2,91
64,85
1,48
ММ
15,06
60
24,21
35,97
2,07
58,44
1,48
Диссертациянинг «Кальций ва аммоний нитратларининг концентрланган
эритмасини олиш билан экстрактдан этил спиртини регенерация қилиш
жараёнини тадқиқ этиш» деб номланган учинчи бобида МҚ фосфоритларини
бойитишнинг қўшимча маҳсулоти – аммоний
нитрат-кальций спиртли эритмасидан (АНКСЭ) этил спиртини регенерация
қилиш ва уни суюқ ҳамда қаттиқ азоткальцийли ўғитларга қайта ишлаш
жараёнларини ўрганишга бағишланган. Юқорида кўрсатилганидек, 17,52%
Р
2
О
5
га эга ОФУ ни 50% меъёрдаги HNO
3
, бўтқа pH = 3 ва ОФУ : ЭС = 1 : 5
нисбатда бойитишда 26,20% Р
2
О
5
тутган фосфоконцентрат олинди. Бўтқанинг
суюқ фазаси эса кам миқдорда аммоний нитрати тутган кальций нитрат ва
этил спиртидан иборат эритма ҳисобланади. Этил спирти осон ҳайдалади ва
19
технологик циклга қайтарилади. Ca(NO
3
)
2
- NH
4
NO
3
- C
2
H
5
OH - H
2
O 4-
компонентли системанинг эрувчанлик диаграммасини қўллаш орқали АНКСЭ
дан спиртни регенерация қилишнинг назарий таҳлили ўтказилди, натижада
спиртни регенерация қилиш жараёнини ҳисоблаш қўлланмаси ишлаб чиқилди
ва дастлабки сувли-спиртли эритмалар ва охирги маҳсулотларнинг таркибини
ҳисобга олган ҳолда технологик катталикларни ўзгартириш оралиғи
аниқланди.
АНКСЭ дан ЭС ни регенерацияси ўтказилди, унда ЭС нинг циклга
қайтиш даражаси 98-99% га етади. Ҳайдаш жараёнидан кейин 50% Ca(NO
3
)
2
,
3,02% NH
4
NO
3
бўлган АНКЭ олинди. Бизнинг шароитда ОФУ дан жараённинг
юқоридаги катталикларини сақлаган ҳолда юқорида келтирилган таркибдаги
бир тонна фосфоконцентрат олишда 1,87 т АНКЭ ҳосил бўлади, унда 1,35 т
кальций нитрати тетрагидрат ҳолатида бўлади.
Ca(NO
3
)
2
ва NH
4
NO
3
концентрациясига боғлиқ равишда АНКЭ нинг
физик-кимёвий хоссалари (реологик хоссалари, тўйинган буғ босими, қайнаш
ва кристалланиш ҳароратлари) ўрганилди. Тажрибаларни ўтказиш учун

дастлабки эритмани (50% Ca(NO
3
)
2
ва 3,02% NH
4
NO
3
) буғлатиш йўли билан
ҳар хил концентрациялардаги АНКЭ (53,02-84,77% Ca(NO
3
)
2
ва 3,02-4,77%
NH
4
NO
3
) тайёрланди. АНКЭ нинг тўйинган буғ босими 20-40
°
С оралиғида
0,44-6,38 кПа ни ташкил этиб, бу эса Марказий Осиёнинг иссиқ иқлим
шароитида кам учувчанликка эга эканлигидан далолат беради. АНКЭ нинг
концентрациялари 53,02-65,71% оралиғида уларнинг кристалланиш ҳарорати
(-75)÷12,0
°
С оралиғида бўлади, бу уларни баҳорги-ёзги мавсумларда суюқ
NСа-ўғитлар сифатида қўллашга имкон беради. Ушбу концентрациялардаги
АНКЭ 30-90
о
С ҳарорат оралиқларида 1,3873-1,6377 г/см
3
зичликга ва 2,43-
18,85 сПз қовушқоқликга эга бўлади. Бу кўрсаткичларга эга бўлган АНКЭ
яхши реологик хоссаларга эгадир. Аммо, юқори концентрланган АНКЭ ни
(67,83-84,77% Ca(NO
3
)
2
, 3,83-4,77% NH
4
NO
3
) қўллашдан олдин сув билан
суюлтириш лозим, сабаби уларнинг кристалланиш ҳарорати 29-60
°
С ни
ташкил этади. Чунки, 69,94-78,43 ва 80,54-84,77% концентрация оралиқларида
АНКЭ нинг зичлик ва қовушқоқликларини мос равишда 30-50
°
С ва 30-60
°
С
ҳароратларда буғлатилган эритмалардан Са(NO
3
)
2
ва NH
4
NO
3
ларнинг
кристалланиши туфайли аниқлаш мумкин бўлмади.
Натижалар АНКЭ концентрацияси ортиши билан уларнинг қайнаш
ҳароратлари ошишини кўрсатди. Масалан, АНКЭ нинг 53,02% (50% Ca(NO
3
)
2
,
3,02% NH
4
NO
3
) концентрациясида 760 мм. сим. уст. босимида унинг қайнаш
ҳарорати108
о
С га тенг, АНКЭ нинг 84,77% (80% Ca(NO
3
)
2
, 4,77% NH
4
NO
3
)
концентрациясида эса бу кўрсаткич 152
°
С гача кўтарилади. Босимнинг
пасайтирилиши эритмаларнинг қайнаш ҳароратини ҳам камайтиради.
Масалан, 760 сим. уст. босимида 63,6% ли АНКЭ нинг (60% Ca(NO
3
)
2
, 3,6%
NH
4
NO
3
) қайнаш ҳарорати 130
°
С ни ташкил этса, 460 сим. уст. босимида у
112
°
С га тенг бўлади.
АНКЭ донадорланган кальцийли селитрага қайта ишланди. Унинг
хоссаларини яхшилаш учун қўшимча сифатида турли жойлардаги конлардан
20
олинган бентонитлар қўлланилди. Олинган маҳсулотларнинг физик-кимёвий
ва товар хоссалари аниқланди. Ҳар қандай турдаги бентонит қўшимчасининг
кальцийли селитра гигроскопиклигини ва доналар мустаҳкамлигини
сезиларли оширишини кўрсатди. Масалан, Каттақўрғон бентонитини
қўшишда унинг гигроскопик нуқтаси 38,70 дан 44,99% гача, Лағон
бентонитини қўшишда – 55,55% гача, ПБГ навдаги Навбахор бентонитини
қўшишда – 54,99% гача ва ППД навдагисини қўшишда эса – 57,07% гача
ошади, бунда доналар мустаҳкамлиги мос равишда1,98 дан 3,45 МПа гача;
4,48 МПа гача; 3,55 МПа гача ва 5,31 МПа гача ортади. Олинган
маҳсулотларда азот миқдори 14,49-14,69% оралиғида бўлади (3-жадвал).
3-жадвал
Кальцийли селитра таркиби ва хоссалари
Намуна
Ca(NO
3
)
Таркиб, оғир. %
Намли
Доналар
Гигроскоп

рақами
2
:
бентони
т
оғирлик
нисбати
к, %
мустаҳкамли
ги, МПа
ик нуқта,
%
СаО
N
1
Ca(NO
3
)
2
27,76
15,58
1,29
1,98
38,7
Каттақўрғон бентонитини қўшганда
2
100 : 6
26,51
14,49
1,19
3,45
44,99
Лағон бентонитини қўшганда
3
100 : 6
26,97
14,69
1,16
4,48
55,55
Навбаҳор бентонитини қўшганда (ПБГ навли)
4
100 : 6
26,59
14,57
1,11
3,55
54,99
Навбаҳор бентонитини қўшганда (ППД навли)
5
100 : 6
27,32
14,60
1,03
5,31
57,07
Бентонит қўшимчалари кальцийли селитранинг сув ютиш сиғимини
сезиларли даражада яхшилайди. Ушбу жиҳат бентонитнинг сувда бўкиши ва
ўз майдонида кўп миқдордаги озуқа компонентлари – азот ва кальцийни
тутган эритмаларини ушлаб туриши билан изоҳланади.
АНКЭ ни аммоний карбонати ёрдамида NН
4
NO
3
ва CaСО
3
га конверсия
қилиш жараёни ўрганилди. Олинган натижалар конверсия жараёнини олиб
боришнинг мақбул шароитлари сифатида қуйидаги параметрларни тавсия
қилишга имкон берди: кальций нитрати эритмаси концентрацияси – 37%;
аммоний карбонати меъёри стехиометрия бўйича – 120%; конверсия ҳарорати
– 70
о
С; аралаштириш вақти -120 дақиқа. Бунда кальций нитратининг
конверсияланиш даражаси – 99,94%, олинган аммоний нитрат эритмаси
концентрацияси эса – 45%.
Диссертациянинг
«Марказий
Қизилқум фосфоритларини этанол
иштирокида нитрат кислотали бойитиш технологиясини синовдан ўтказиш
ҳамда фосфоконцентратни ЭФК ва комплекс ўғитларга қайта ишлаш» деб
номланган тўртинчи боби тажриба қурилмасида МҚ фосфоритларини
кимёвий бойитиш технологияси синовдан ўтказиш, шунингдек фосфорит
концентратидан ЭФК, РК- ва NPK ўғитлар олиш натижалари келтирилган.
21
Йириклаштирилган
лаборатория
модел
қурилмасида
МҚ
фосфоритларини нитрат кислотаси билан этил спирти иштирокида НNO
3
меъёрлари 40; 45 ва 50% ҳамда ФХ : ЭС = 1 : 3 ва 1 : 5 оғирлик нисбатларида
кимёвий бойитиш технологияси синовдан ўтказилди. Модел қурилмасида

олинган фосфоконцентрат намуналарининг таркиби лаборатория шароитида
олинган
маҳсулотлар
таркибига
ўхшаш
эканлигини
кўрсатди.
«Самаркандкимё» АЖ тажриба қурилмасида таркибида (оғир. %) 17,52 Р
2
О
5
;
47,53 СаО; 15,23 CO
2
; СаО : Р
2
О
5
= 2,71 бўлган ОФУ нитрат кислотасининг
меъёрлари 40 ва 50%, ФХ : ЭС =1 : 5 нисбатда бойитиш технологияси
синовдан
ўтказилди.
Бунда
HNO
3
меъёрига
боғлиқ
равишда
фосфоконцентратлар таркиби (оғир. %): Р
2
О
5умум.
24,20 дан 26,05 гача; Р
2
О
5ўзл.
лим. к-таси бўйича 13,68 дан 15,89 гача; Р
2
О
5ўзл.
трил. Б бўйича 9,75 дан 11,71
гача; СаО
умум.
38,55 дан 40,31 гача; СО
2
2,79 дан 3,89 гача; СаО : Р
2
О
5
1,48 дан
1,66 гача ўзгарди. Синов жараёнида HNO
3
нинг ҳар битта меъёри учун 30 кг
ҳажмда бўлган кимёвий бойитилган фосфоконцентратнинг тажриба намунаси
ишлаб чиқарилди.
Лаборатория тажрибалари, йириклаштирилган лаборатория модел
қурилмаси ва «Самаркандкимё» АЖ тажриба қурилмасидаги тажрибаларни
натижалари асосида МҚ фосфоритларини этанол иштирокида нитрат
кислотаси билан бойитишнинг технологик тизимини асосий кўрсаткичлари
аниқланди. Кимёвий бойитилган фосфоконцентрат ишлаб чиқаришнинг
моддий баланси тузилди ва технологик тизими тавсия этилди (5-расм).
Таркибида (оғир. %): Р
2
О
5умум
. 26,20; Р
2
О
5ўзл.
лим. к-таси бўйича 15,69;
Р
2
О
5ўзл.
трил. Б бўйича 11,77; СаО
умум.
40,41; СаО
ўзл.
38,25; СаО
сув эрув.
2,28; СО
2
2,80; N 1,46; СаО : Р
2
О
5
= 1,46 тутган фосфоконцентратдан дигидратли усулда
H
2
SO
4
меъёри меъёри – 103%, айланма ЭФК концентрацияси – 15% Р
2
О
5
ва С :
Қ нисбати 3 : 1. Бу ҳолатда К
парчаланиш
= 98,73%; К
ювиш
= 98,57%, К
чиқиш
=
92,87%, фильтрланиш тезлиги 1312 кг/м
2
·соат, фосфор кислотасини Р
2
О
5
бўйича концентрацияси эса 20,19%. Қуритилган фосфогипс таркибида эса
СаО
умум.
; SO
3умум.
; Р
2
О
5умум.
ва Р
2
О
5сув эрув.
миқдорлари мос равишда 31,21; 43,23;
1,43 ва 0,27% ни ташкил этди. Фосфогипс таркиби 92% кальций сульфат
дигидрати ва 6,63% эримайдиган қолдиқдан иборат.
Бир тонна Р
2
О
5
кўринишда ЭФК олиш жараёнининг моддий оқими
ҳисобланди. Лаборатория тадқиқоти натижалари МҚ фосфоритларининг
кимёвий бойитилган фосфорит концентратидан яхши технологик
кўрсаткичларга эга ЭФК ва аммофос олиш мумкинлигини кўрсатди.
Кимёвий бойитилган фосфоконцентрат нафақат сульфат кислотали
экстракцияга, балки фосфорли ўғит сифатида тўғридан-тўғри тупроққа
солишга яроқлидир. Ундаги юқори миқдордаги нисбий ўсимлик ўзлашувчан
шаклдаги Р
2
О
5
(60%) га эга эканлиги шундан далолат беради. Бу кўрсаткич
дастлабки фосфорит унида 18,50% га тенг. Бу бойитиш билан бир вақтнинг
ўзида фосфат хом ашёсининг фаоллашганини англатади. Шу сабабдан,
фосфоконцентратдан
мураккаб-аралашмали
донадор
ўғитлар
ишлаб
чиқаришда яхши компонент сифатида фойдаланиш мумкин.
22
Шундан келиб чиққан ҳолда, нам фосфоконцентрат, калий хлориди ва
аммиакли селитрани аралаштириш йўли билан ҳар хил нисбатдаги озуқа

моддаларига эга PK- ва NPK-ўғитлар олиш жараёни ўрганилди. Дастлабки
компонентлар миқдори шундай ҳисобда олиндики, охирги маҳсулотда N : Р
2
О
5
: К
2
О нисбати 1 : 0,7 : 0,3 бўлади. Барча навдаги PK- ва NPK- ўғитлари юқори
концентрациядаги озуқа моддаларига эгадир. Масалан, Р
2
О
5
: К
2
О
нисбати 1 : 0,3 дан 1 : 2 гача оғирлик нисбати оралиғида олинган PK ўғитлари
14,21 дан 23,74% гача Р
2
О
5умум.
, 6,96 дан 28,01% гача К
2
О, Р
2
О
5ўзл.
Шаклининг
нисбий миқдори 66,34 дан 69,34% гача бўлади. N : Р
2
О
5
: К
2
О = 1 : 0,7 : 0,5
нисбати учун 15,57% N, 10,99% Р
2
О
5
, 7,74% К
2
О ва озуқа моддалари
йиғиндиси 34,33% бўлган NPK- ўғити олинади. Унда нисбий ўзлашувчан Р
2
О
5
Фосфорит
HNO
3
Этанол
4
7
1
сув
13
сув
2
8 поз-га
5
3
NH
3
иссиқ
12
11
атм-га
6
сув
ҳаво
Этанол
Фосфоконцент
рат
9
10
Конденсат
7 поз-га
8
буғ
Ca(NO
3
)
2
эритмаси
қайта ишлашга
5-расм. Марказий Қизилқум фосфоритларини этанол иштирокида нитрат
кислотаси билан кимёвий бойитишнинг принципиал технологик тизими:
1 –
фосфат хом ашё бункери; 2 – лентали дозатор; 3 – парчалаш реактори; 4 – нитрат
кислотасининг босимли баки; 5 – сарф ўлчагич; 6 – репульпатор; 7 – вакуум-фильтр; 8 –
кальций нитратли спиртли эритма йиғгичи; 9 – ректификацион минора; 10 – этанолни
сақлаш учун сиғим; 11 – барабан-қуритгич; 12 – циклон; 13 – спирт тутгич.
миқдори эса 76,89% ни ташкил этади. Барча турдаги NPK- ўғитлар доналари
юқори мустаҳкамликка (3,65 МПа дан 6,55 МПа гача) эгадир.
Йириклаштирилган лаборатория қурилмасида PK- ва NPK-ўғитлар олиш
режими синовдан ўтказилди. 30 кг дан Р
2
О
5
: К
2
О = 1 : 0,5 нисбатдаги PK

23
ўғити ва N : Р
2
О
5
: К
2
О = 1 : 0,7 : 0,5 нисбатдаги NPK-ўғитлари олинди,
уларнинг таркиби 4-жадвалда келтирилган.
4-жадвал
Кимёвий бойитилган фосфоконцентрат, калий хлориди ва аммиакли
селитра асосида PK- ва NPK-ўғитлар таркиби
Оғирлик
нисбати
Кимёвий таркиб, оғир.. %
Доналар
мустаҳка
м лиги,
МПа
N
P
2
O
5умум.
К
2
О
СаО
умум
.
Р
2
О
5ўзл
.
:
Р
2
О
5ум
ум.
СаО
ўзл
:
СаО
умум.
Р
2
О
5
: К
2
О
РК-ўғити
1 : 0,5
-
21,77
10,77
33,81
67,25
45,25
1,50
N : Р
2
О
5
:
К
2
О
NРК-ўғити
1 : 0,7 : 0,5
15,58
11,02
7,74
15,71
76,86
75,75
5,46
Агрокимёвий синовлар натижалари PK- ва NPK-ўғитлар ўзининг
хоссалари бўйича аммофосдан қолишмайди ва пахта экинига озуқа
моддаларнинг кирими ва тупроқда тўпланиши бўйича амалий жиҳатдан бир
хил таъсир кўрсатади.
Натижалар РК- ва NPK-ўғитлар олишнинг принципиал технологик
тизимини ишлаб чиқишга имкон берди. МҚ фосфоритларини нитрат
кислотаси ёрдамида комплекс қайта ишлашнинг блок-тизими ишлаб чиқилди.
Кимёвий бойитилган фосфоконцентрат ишлаб чиқаришини ташкил
этишнинг иқтисодий самарадорлигини тахминий аниқлаш учун ўртача
таркибли 1000 тонна Қизилқум фосфорит рудасини қайта ишлаш асосида
ЮКФК ва кимёвий бойитилган фосфоконцентрат ва улар асосида аммофос
ишлаб чиқаришларининг иқтисодий ҳисоблари амалга оширилди. Ҳисоблар
шуни кўрсатдики, бир тонна ЮКФК таннархи 206155 сўмни, кимёвий
бойитилган фосфоконцентрат эса 149657 сўмни ташкил этиб, у 56498 сўмга
арзондир. 1000 тонна фосфорит рудасини бойитишда 433,94 тонна ЮКФК,
кимёвий бойитишда эса 668 т фосфоконцентрат олинади. Улардан мос
равишда 258255469 ва 397434406 сўмга тенг бўлган 235,1 ва 361,8 тонна
аммофос ишлаб чиқарилади. Яъни, қўшимча равишда 139 млн. 179 минг сўм
қийматдаги маҳсулот олинади.
ХУЛОСА
1. МҚ фосфоритларини кенг ҳарорат ва концентрация оралиғида этанол

ёрдамида нитрат кислотали бойитишда ҳосил бўлган нитрокальцийфосфат
бўтқасидан кальций ва аммоний нитратларини ажратиб олиш жараёнини
асослайдиган 3 та учлик: Ca(NO
3
)
2
- C
2
H
5
OH - H
2
O; NH
4
NO
3
- C
2
H
5
OH - H
2
O;
Ca(NO
3
)
2
- NH
4
NO
3
- H
2
O ва 3 та бинар Ca(NO
3
)
2
- H
2
O; NH
4
NO
3
- H
2
O и
C
2
H
5
OH - H
2
O системаларидан иборат мураккаб таркибли Ca(NO
3
)
2
- NH
4
NO
3
- C
2
H
5
OH - H
2
O системасининг эрувчанлик диаграммаси тузилди. Мазкур
диаграмма фосфат хом ашёсининг кальций модулини (СаО : Р
2
О
5
) инобатга
олган ҳолда экстракция жараёни технологик катталикларини ўзгартириш
оралиғини ва унинг парчаланиш шароитларини аниқлаш имконини беради.
24
2. Ҳар хил турдаги МҚ фосфоритларини. HNO
3
меъёрини хом ашёдаги
СаО ни парчалашга бўлган стехиометрия бўйича 30 дан 60% гача, ФХ : ЭС
нисбати 1 : (3–10) оралиғида бойитиш жараёни ўрганилди. Масалан,
таркибида (оғир. %): 18,70 Р
2
О
5
; 47,80 СаО; 15,30 СО
2
ва СаО : Р
2
О
5
= 2,56
тутган ОФУ ни HNO
3
меъёри СаО ни парчалашга 40% (СаСО
3
га 100%) ва ФХ
: ЭС = 1 : 5 нисбатда 26,19% Р
2
О
5
ва кальций модули 1,52 га тенг бўлган
фосфорит концентрати олинди. Суюқ фазага Р
2
О
5
йўқолишини бартараф
қилиш учун нитрофосфатли спиртли суспензияни (НФСС) суюқ ва қаттиқ
фазаларга ажратишдан олдин уни рН = 3 гача NH
3
билан нейтраллади. Бу
бойитиш учун НNO
3
нинг анча юқори меъёрини ишлатиш ва шу орқали хом
ашёдаги СаО : Р
2
О
5
кўрсаткичини пасайтириш имконини берди. Кислота
меъёрини хом ашёдаги СаО га нисбатан 40-80% оралиғида ўзгартирилди. Ҳар
хил турдаги Қизилқум фосфоритларини бойитиш учун HNO
3
сарфини
тежашни инобатга олган ҳолда унинг мақбул меъёри сифатида 50% ни, ФХ :
ЭС нисбатини эса 1 : 5 деб ҳисоблаш мумкин. ММ учун эса 60% ли меъёр
мақбул деб ҳисобланди. Масалан, 17,52% Р
2
О
5
; 47,53% СаО; 15,23% СО
2
ва
СаО : Р
2
О
5
= 2,71 тутган ОФУ ни 50% меъёрли HNO
3
, нитрокальцийфосфат
бўтқаси рН = 3 ва ФХ : ЭС = 1 : 5 нисбатда бойитилганда (оғир. %): Р
2
О
5умум.
–
26,20; СаО
умум.
– 38,25; СО
2
– 2,80 ва СаО : Р
2
О
5
= 1,46 таркибдаги
фосфоконцентрат олинди. Бунда фосфоконцентратга Р
2
О
5
чиқиш унуми 100%
ни ташкил этади.
3. Ca(NO
3
)
2
- NH
4
NO
3
- C
2
H
5
OH - H
2
O 4-компонентли системанинг
эрувчанлик диаграммасини қўллаш орқали АНКСЭ дан спиртни регенерация
қилишнинг назарий таҳлили ўтказилди. Ҳарорат ва босимга боғлиқ равишда
АНКСЭ дан ЭС нинг ҳайдалиш тезлиги аниқланди. 0,3 атм. босимли вакуумни
қўллаш ЭС нинг ҳайдалишини қисқа вақт ичида (80ºС да 60 дақиқа) амалга
оширишни таъминлайди. АНКСЭ дан ЭС ни регенерацияси ўтказилди, унда
ЭС нинг циклга қайтиш даражаси 98-99% га етди. Ҳайдаш жараёнидан кейин
50% Ca(NO
3
)
2
, 3,02% NH
4
NO
3
тутган аммонийлаштирилган нитраткальцийли
эритма (АНКЭ) олинади.
4. Ca(NO
3
)
2
ва NH
4
NO
3
концентрациясига боғлиқ равишда дастлабки ва
маҳсулот кўринишдаги АНКЭ нинг физик-кимёвий хоссалари ўрганилди.
АНКЭ
нинг
53,02-65,71%
концентрациялари
оралиғида
уларнинг

кристалланиш ҳарорати (-75)÷12,0°С оралиғида бўлади, бу уларни баҳорги
ёзги мавсумларда суюқ азоткальцийли ўғитлар сифатида қўллашга имкон
беради. АНКЭ яхши реологик хоссаларга эга бўлди. АНКЭ донадорланган
кальцийли селитрага қайта ишланди. Унинг хоссаларини яхшилаш учун
қўшимча сифатида турли жойлардаги конлардан олинган бентонитлар
қўлланилди. Ca(NO
3
)
2
: Бентонит = 100 : 6 нисбатда олинган маҳсулотларда
азот миқдори 14,49-14,69% оралиғида бўлади. АНКЭ ни аммоний карбонати
ёрдамида NН
4
NO
3
ва CaСО
3
га конверсия қилиш жараёни ўрганилди. Тадқиқот
натижалари асосида конверсия жараёнини олиб боришнинг мақбул
шароитлари сифатида қуйидаги параметрларни тавсия қилишга имкон берди:
кальций нитрати эритмаси концентрацияси – 37%; аммоний карбонати меъёри
стехиометрия бўйича – 120%; конверсия ҳарорати – 70°С; аралаштириш вақти
25
-120 дақиқа. Бунда кальций нитратининг конверсияланиш даражаси – 99,94%,
олинган аммоний нитрат эритмаси концентрацияси – 45%.
5. Қизилқум фосфоритларини этанол иштирокида нитрат кислотаси
билан бойитишнинг ишлаб чиқилган технологияси лаборатория модел
қурилмасида ва «Самаркандкимё» АЖ тажриба қурилмасида синовдан
ўтказилди. Бойитиш жараёнининг моддий оқими ва тизими тузилди. Тизим
хом ашёни нитрат кислотаси билан парчалаш, нитрокальцифосфат бўтқасини
кальций нитратнинг айланма спиртли эритмаси билан репульпация қилиш,
суспензияни аммиак билан нейтраллаш, нам фосфоконцентратни кальций
нитратнинг айланма эритмаси ва спирт билан икки марталик ювиш,
шунингдек тайёр маҳсулотни қуритишни ўз ичига олади.
6.
Таркибида
26,20%
Р
2
О
5
бўлган
кимёвий
бойитилган
фосфоконцентратдан дигидратли усулида H
2
SO
4
меъёри – 103%, айланма ЭФК
концентрацияси – 15% Р
2
О
5
ва С : Қ = 3 : 1 нисбатида К
парчаланиш
= 98,73%;
К
ювиш
= 98,57%, К
чиқим
= 92,87%, фильтрланиш тезлиги 1312 кг/м
2
·соат, фосфор
кислотасини Р
2
О
5
бўйича концентрацияси эса 20,19% ларни
мақбул
катталиклар деб олинди. Қуритилган фосфогипс таркибида эса СаО
умум.
;
SO
3умум.
; Р
2
О
5умум.
ва Р
2
О
5сув эрув.
миқдорлари мос равишда 31,21; 43,23; 1,43 ва
0,27% ни ташкил этади. Нам фосфоконцентрат, кристалл ҳолатдаги калий
хлориди ва аммиакли селитрани аралаштириш йўли билан озуқа моддалари
катта оралиқда бўлган PK- ва NPK-ўғитлар олиш жараёни ўрганилди ҳамда
МҚ фосфоритларини нитрат кислотаси ёрдамида комплекс қайта ишлашнинг
блок-тизими ишлаб чиқилиб, амалиётга тавсия қилинди.
7. 1000 тонна Қизилқум фосфорит рудасини қайта ишлаш асосида ЮКФК
ва кимёвий бойитилган фосфоконцентрат ва улар асосида аммофос ишлаб
чиқаришларининг иқтисодий ҳисоблари амалга оширилди. Ҳисоблар шуни
кўрсатдики, бир тонна ЮКФК таннархи 206155 сўмни, кимёвий бойитилган
фосфоконцентратнинг эса 149657 сўмни ташкил этиб, у 56498 сўмга
арзондир. 1000 тонна фосфорит рудасини бойитишда 433,94 тонна ЮКФК,
кимёвий бойитишда эса 668 т фосфоконцентрат олинади. Улардан мос
равишда 258255469 ва 397434406 сўмга тенг бўлган 235,1 ва 361,8 тонна

аммофос ишлаб чиқарилади, яъни, қўшимча равишда 139 млн. 179 минг сўм
қийматдаги маҳсулот олинади.
26
НАУЧНЫЙ СОВЕТ 14.07.2016.К/Т.14.01 ПРИ ИНСТИТУТЕ ОБЩЕЙ И
НЕОРГАНИЧЕСКОЙ ХИМИИ, НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ЦЕНТР
ХИМИИ И ФИЗИКИ ПОЛИМЕРОВ, ТАШКЕНТСКОМ
ХИМИКО-ТЕХНОЛОГИЧЕСКОМ ИНСТИТУТЕ И ТАШКЕНТСКОМ
ГОСУДАРСТВЕННОМ ТЕХНИЧЕСКОМ УНИВЕРСИТЕТЕ ПО
ПРИСУЖДЕНИЮ УЧЕНОЙ СТЕПЕНИ ДОКТОРА НАУК ИНСТИТУТ
ОБЩЕЙ И НЕОРГАНИЧЕСКОЙ ХИМИИ
ДЕХКАНОВ ЗУЛФИКАХАР КИРГИЗБАЕВИЧ
РАЗРАБОТКА ТЕХНОЛОГИИ АЗОТНОКИСЛОТНОГО ОБОГАЩЕНИЯ
ФОСФОРИТОВ ЦЕНТРАЛЬНЫХ КЫЗЫЛКУМОВ С УЧАСТИЕМ
ЭТАНОЛА
02.00.13 – Технология неорганических веществ и материалов на их основе
(Технические науки)

АВТОРЕФЕРАТ ДОКТОРСКОЙ ДИССЕРТАЦИИ
Ташкент – 2016 год
27

28
ВВЕДЕНИЕ (аннотация докторской диссертации)

Актуальность и востребованность темы диссертации. В мире основным
фактором
выращивания
высокого
и
качественного
урожая
сельскохозяйственных культур является рациональное использование
минеральных удобрений. Поэтому оптимальное обеспечение сельского
хозяйства минеральными удобрениями остается одной из актуальных
проблем.
После приобретения независимости в нашей стране особое внимание
уделяется модернизацию, техническую и технологическую обновлению
химической промышленности и ее обеспечению надежной сырьевой базой, в
частности, правительством приняты постановление об освоении запасов
фосфатного сырья и программа поэтапного ввода в эксплуатацию местного
Джерой-Сардаринского месторождения. В результате, введен в строй
Кызылкумский фосфоритовый комплекс с ежегодной производительностью
400 тысяч тонн продукции, который позволил сократить импорт данного
сырья, а после ввода второй очереди с общей годовой мощностью 716 тысяч
тонн фосфоритного концентрата полностью исключить покупку этого
продукта из зарубежа.
Сегодняшний день в мире особое внимание уделяется разработке новых
методов обогащения низкосортных фосфоритов, в этом аспекте наиболее
важными
задачами
является
разработка
технологии
получения
высококачественного фосфоритного концентрата с использованием азотной
кислоты и органических растворителей. При разработке технологии
обогащения низкосортных фосфоритов азотной кислотой в присутствии
органических растворителей необходимо обосновать ряд, в частности
соответствующие научные решения в следующих направлениях: разработка
эффективных способов химического обогащения фосфатного сырья;
нахождение оптимальных условий процесса выщелачивания нитрата кальция,
образующегося при обогащении высококарбонатных фосфоритов азотной
кислотой с помощью органических растворителей; разработка технологии
получения фосфорных удобрений на основе качественного химически
обогащенного фосфоконцентрата. Актуальность тематики диссертации
определяется необходимостью выполнений научных исследований в данном
направлении.
Данное диссертационное исследование в определенной степени служит
выполнению задач, предусмотренных в указе и постановлении Президента
Республики Узбекистан № УП-4707 от 4 марта 2015 года «О программе мер по
обеспечению структурных преобразований, модернизации и диверсификации
производства на 2015-2019 годы» и постановления Кабинета Министров
Республики Узбекистан № 8 от 22 января 2015 года «О дополнительных мерах
по сокращению производственных затрат и снижению себестоимости
продукции в промышленности», а также в других нормативно правовых
документах, принятых в данной сфере.
29

Соответствие исследования приоритетным направлениям развития науки
и технологии в республике. Данное исследование выполнено в соответствии с
приоритетным направлением развития науки и технологий республики VII.
«Химические технологии и нанотехнологии».
Обзор иностранных научных исследований по теме диссертации.
Научные исследования, направленные на обогащение фосфатного сырья и
переработке фосфоконцентрата в минеральные удобрения, осуществляются в
ведущих научных центрах и высших образовательных учреждениях мира, в
том числе, Florida Industrial and Phosphate Research Institute (США),
Engineering Dobersek GmbH (Германия), Fertilizer Research Institute (Польша),
The Chemical Society of Japan (Япония), University of Science and Technology
(Китай), Department of Chemistry (Индия), Department of Chemical Engineering
(Иордания); в научно-исследовательских институтах по удобрениям и
инсектофунгицидам (Россия), инстутуте общей и неорганической химии
(Узбекистан).
В результате исследований проведенных в мире по, разработке
флотационного, кислотного и термического методов обогащения фосфатного
сырья и их усовершенствованию получены ряд научных результатов, в том
числе: при обогащении апатитовой руды применяют флотационный способ,
при котором фосфатный минерал отделяется от примесных минералов с
помощью омыленной смеси, включающей талловое масло, вторичный
масленный гудрон, окисленный петролатум и технические жирные кислоты
(Florida Industrial and Phosphate Research Institute, США, научно
исследовательский институт по удобрениям и инсектофунгицидам, Россия);
для обогащения карбонатных фосфоритовых руд разработан термический
способ, при котором фосфатную руду прокаливают при 950ºС, затем
прокаленный материал обрабатывают водой для гашения свободного оксида
кальция с образованием известкового молока, удаляемого из концентрата, в
результате чего повышается содержание фосфора (Department of Chemical
Engineering, Иордания, Engineering Dobersek GmbH, Германия); также
разработан флотационный способ обогащения, при котором карбонатные
минералы из фосфатного сырья извлекаются органическими флотореагентами
(University of Science and Technology, Китай).
В мире по обогащению апатитовых и фосфоритовых руд различными
способами по ряду приоритетных направлений проводятся исследования в
том числе: по разработке химических способов обогащения фосфатного сырья
(с помощью азотной, соляной и фосфорной кислот); созданию новых
флотореагентов, используемых в процессе флотационного обогащения
фосфорита; исследованию методов выщелачивания кальциевых солей,
образующихся при обогащении карбонатных фосфоритов неорганическими
кислотами в присутствии органических растворителей; усовершенствованию
метода термического обогащения карбонатного фосфатного сырья; созданию
новых технологий переработки фосфоритного концентрата в минеральные
удобрения.

30
Степень изученности проблемы. В научно-технической литературе
имеются материалы по флотационному и химическому обогащению
фосфоритов ЦК (Набиев М.Н., Бойко В.С., Кармышов В.Ф., Амирова А.М.,
Мадалиева С.Х., Пягай А.Г., Намазов Ш.С., Беглов Б.М.). Однако
Кызылкумские фосфориты наряду с высокой степенью карбонатизации
характеризуются тонким прорастанием фосфатного минерала с кальцитом,
поэтому попытки обогатить их с помощью флотации не привадят к
положительным результатам. Были предприняты многочисленные попытки
обогатить фосфатное сырье Кызылкумов химическими методами с помощью
разбавленных растворов азотной и соляной кислот, азотнокислыми
растворами нитратов кальция и магния, позволяющие повысить содержание
Р
2
О
5
в фосфоритных концентратах, при одновременном снижении
кальциевого модуля до требуемого значения. Основными их недостатками
способов являлись: сильное пенообразование, образование большого
количества разбавленных растворов и потери Р
2
О
5
с ними, так как 100 %-ной
селективности извлечения карбонатов достичь невозможно.
Представляет
интерес
применение
в
разбавленных
растворов
органических кислот, таких как муравьиная и уксусная кислоты, которые
практически не разлагают фосфатный минерал сырья качестве растворителя
оксида кальция из термоконцентрата и карбонатов из фосфатного сырья ЦК
(Намазов Ш.С., Беглов Б.М., Сейтназаров А.Р.). Но поскольку уксусная и
муравьиная кислоты производятся у нас в небольшом объеме, их явно не
хватит для крупнотоннажного производства фосфоритного концентрата. Во
вторых, образование больших объемов низкоконцентрированных растворов
ацетата и формиата кальция, ставит вопросы утилизации. К тому же,
органическич кислот.
В наших условиях наиболее реальный путь химического обогащения
фосфоритов ЦК – использование азотной кислоты с последующим
выщелачиванием нитрата кальция с помощью органического растворителя -
этанола. Особенность данного метода заключается в простоте схемы
регенерации расходуемого реагента – этанола и возврата его в
технологический
цикл,
тем
самым
достигается
получение
концентрированного раствора нитрата кальция, легко перерабатываемого в
целевой продукт. Для предотвращения потери Р
2
О
5
в жидкую фазу перед
разделением пульпа нейтрализуется аммиаком, в результате растворимый
фосфор переходит в дикальцийфосфат который остается в составе
фосфоконцентрата. Основными критериями выбора HNO
3
в качестве реагента
являются: доступность, наличие дешевой сырьевой базы и прямая
востребованность нитрата кальция в сельском хозяйстве. В литературе нет
сведений по обогащению карбонатных фосфоритов азотной кислотой с
последующим выщелачиванием нитрата кальция с помощью этанола.
Связь темы диссертационной работы с научно-исследовательскими
работами, где выполняется диссертация. Диссертационное исследование

выполнено в рамках плана научно-исследовательских работ инновационного
проекта Института общей и неорганической химии АН РУз: ФА-2И-ТО8
31
«Разработка и внедрение технологии получения фосфорно-калийного и
азотно-фосфорно-калийного удобрений на основе азотнокислотной
переработки фосфоритов Центральных Кызылкумов и хлорида калия» (2011-
2012 гг.) и научно-технического гранта: ФА–А12-Т171 «Разработка
эффективной ресурсосберегающей технологии химического обогащения
фосфоритов Центральных Кызылкумов и получение высоко
концентрированных фосфорсодержащих удобрений» (2012-2014 гг.). Целью
исследования является разработка технологии обогащения Кызылкумских
фосфоритов азотной кислотой в присутствии этанола, с последующей
переработкой нитрата кальция и фосфоконцентрата в твердую
азотнокальциевую селитру и фосфорсодержащие комплексные удобрения. Для
достижения поставленной цели требуется решение следующих задач:
определение
оптимального
условия
химического
обогащения
карбонатных
фосфоритов
ЦК азотной кислотой с последующим
выщелачиванием образующегося нитрата кальция раствором этанола в
зависимости от нормы кислоты и весового соотношения фосфорита к этанолу;
исследование процесса аммонизации нитрокальцийфосфатной спиртовой
суспензии с целью предотвращения потери Р
2
О
5
в раствор нитрата кальция;
построение диаграммы растворимости 4-х компонентной системы Ca(NO
3
)
2
-
NH
4
NO
3
- C
2
H
5
OH - H
2
O, состоящей из 3-х тройных: Ca(NO
3
)
2
- C
2
H
5
OH - H
2
O;
NH
4
NO
3
- C
2
H
5
OH - H
2
O; Ca(NO
3
)
2
- NH
4
NO
3
- H
2
O и 3-х бинарных систем
Ca(NO
3
)
2
- H
2
O; NH
4
NO
3
- H
2
O и C
2
H
5
OH - H
2
O, обосновывающих процесс
экстракции нитратов кальция и аммония из нитро кальцийфосфатных пульп,
образующихся при азотнокислотном обогащении высококарбонатных
фосфоритов ЦК с помощью этанола в широком температурном и
концентрационном диапазоне;
определение влияющих факторов на разделения нитрокальцийфосфатной
спиртовой суспензии на жидкую и твердую фазы;
регенерация органического растворителя – этанола с целью возврата его в
цикл промывки и изучение физико-химических свойств концентрированного
раствора нитрата кальция – побочного продукта азотнокислотного
обогащения;
определение оптимальных условий процесса переработки раствора
нитрата кальция в жидкую и твердую кальциевую селитру;
нахождение оптимальных условий конверсии нитрата кальция в NH
4
NO
3
и CaCO
3
с помощью CO
2
и NH
3
,;
переработка химически обогащенного фосфоконцентрата в
экстракционную фосфорную кислоту (ЭФК), получения PK- и NPK удобрений
путем смешения химически обогащенного фосфоконцентрата, аммиачной
селитры и хлорида калия;
азотнокислотное
обогащение
фосфоритов
ЦК
и
переработка

фосфоконцентрата в PK- и NPK-удобрения и агрохимические испытания
новых видов удобрений;
32
выполнение технико-экономических расчетов целесообразности
организации производства химически обогащенного фосфоконцентрата.
Объект исследования. Фосфориты ЦК, азотная кислота, этанол, аммиак,
кальциевая селитра, нитрат аммония, карбонат кальция, химически
обогащенный фосфоконцентрат, ЭФК, PK- и NPK-удобрения. Предмет
исследования. Процессы азотнокислотного обогащения высококарбонатных
фосфоритов ЦК с последующим выщелачиванием нитрата кальция из
технологической системы и переработки химически обогащенного
фосфоконцентрата в ЭФК и комплексные удобрения, а нитрата кальция –
побочного продукта азотнокислотного обогащения в целевые продукты.
Методы исследования. В диссертации применены химические и
физико-химические, в том числе ренгенофазовых, термогравиметрическии и
визуально-политермический методы анализа.
Научная новизна исследования заключается в следующем: впервые
доказана возможность химического обогащения фосфоритов ЦК азотной
кислотой с последующим выщелачиванием образующегося нитрата кальция
раствором этанола в зависимости от нормы кислоты и соотношения
фосфорита к этанолу и разработана технологическая схема;
разработан метод полной ликвидации потерь Р
2
О
5
в жидкую фазу,
посредством аммонизации нитрокальцийфосфатной пульпы до рН=3;
получены новые сведения о взаимодействии компонентов в сложносоставной
системе Ca(NO
3
)
2
- NH
4
NO
3
- C
2
H
5
OH - H
2
O, состоящей из 3-х бинарных
систем Ca(NO
3
)
2
- H
2
O; NH
4
NO
3
- H
2
O и C
2
H
5
OH - H
2
O, 3-х тройных: Ca(NO
3
)
2
- C
2
H
5
OH - H
2
O; NH
4
NO
3
- C
2
H
5
OH - H
2
O; Ca(NO
3
)
2
- NH
4
NO
3
- H
2
O и на их
основе построенны диаграммы растворимисти, доказана возможность
применения этилового спирта в процессе обогащения карбонатных
фосфоритов азотной кислотой;
определены физико-химические свойства нитратноаммонийно
кальциевого раствора, а при добавке к ней бентонита показана возможность
получения гранулированной кальциевой селитры с улучшенными свойствами;
найдены оптимальные условия конверсии нитрата кальция – побочного
продукта азотнокислотного обогащения фосфоритов ЦК в NH
4
NO
3
и СаСО
3
с
помощью СО
2
и NH
3
;
разработана технология переработки химического обогащенного
фосфоконцентрата в ЭФК, PK- и NPK-удобрения.
Практические результаты исследования заключаются в следующем:
разработана технология азотнокислотного обогащения карбонатного
фосфатного сырья ЦК в присутствии этанола, позволящая удалить из сырья
балласты – СаО, СО
2
и тем самым значительно сократить объём серной
кислоты, идущей на переработку этого сырья в ЭФК;

согласно схеме обогащения этанол регенерируется, а получаемый
концентрированный раствор Ca(NO
3
)
2
легко перерабатывается в жидкую и
твердую селитру. При этом HNO
3
используется двусторонне: как источник
33
активного иона водорода для извлечения карбонатов из сырья и в качестве
носителя азота – полезной составной части жидких и твердых удобрений;
разработана технологическая схема и материальный баланс производства
химически обогащенного фосфоконцентрата и на его основе ЭФК, PK-, NPK
удобрения. Технология обогащения прошла апробацию на опытной установке
АО «Самаркандкимё» с выпуском опытной партии фосфоритного концентрата
и проведены агрохимические испытания PK- и NPK-удобрений.
Достоверность полученных результатов. Результаты химического
(аналитическая химия) и физико-химического методов анализа
(рентгенофазовый, визуально-политермический) подтверждены проведением
испытаний на опытно-промышленном оборудовании.
Научная и практическая значимость результатов исследования. Научная
значимость исследования заключается в создании научной основы технологии
селективного извлечения карбонатов из фосфоритов ЦК азотной кислотой в
присутствии этанола с применением диаграммы растворимости 4-
х компонентной системы Ca(NO
3
)
2
- NH
4
NO
3
- C
2
H
5
OH - H
2
O; регенерации
этанола из спиртовой суспензии Са(NO
3
)
2
; изучении физико-химических
свойств концентрированного раствора Са(NO
3
)
2
и получении из него жидких и
твердых удобрений; нахождении оптимальных условий конверсии Са(NO
3
)
2
в
NH
4
NO
3
и CaCO
3
; получения ЭФК, PK и NPK-удобрений на основе химически
обогащенного фосфоконцентрата.
Практическая значимость работы заключается в том, что селективное
извлечение карбонатов из фоссырья азотной кислотой в присутствии этанола
позволяет резко снизить расход серной кислоты, идущей на переработку
данного фоссырья в фосфорную кислоту. В качестве побочного продукта
азотнокислотного обогащения получается раствор нитрата кальция -
физиологически щелочного удобрения, так необходимого хлопчатнику,
особенно на засоленных почвах. Химически обогащенный фосфоконцентрат
может служить не только сырьем для сернокислотной экстракции, но и
хорошим компонентом для получения различных видов сложно-смешанных
гранулированных удобрений, благодаря повышенному содержанию в нем
относительно усвояемой формы фосфора.
Внедрение результатов исследования. На основе полученных научных
результатов по разработке технологий обогащения фосфоритов ЦК азотной
кислотой в присутствии этанола, переработки нитрата кальция и
фосфоконцентрата на твердые азоткальциевые и комплексные удобрения:
на способ обогащения фосфоритов ЦК азотной кислотой в присутствии
этанола получен патент Агентства интелектульной собственности Республики
Узбекистан (№IAP 04973 «Способ обогащения высококарбонизированных

фосфоритов»). В результате достигается понижение кальциевого модуля от
2,84 до 1,5-1,7, при котором появляется возможность сокращения на 30%
остродефицитной серной кислоты;
технология обогащения фосфоритов ЦК азотной кислотой в присутствии
этанола прошла апробацию на АО «Самаркандкимё» и получен новый вид
высококачественного фосфатного сырья (Справка АО «Узкимёсаноат» от 14
34
июля 2016 года №03-2342/14). Внедрение данных результатов в практику
позволит снизить себестоимость фосфоконцентрата по сравнению с
себестоимостью мытого обожженного фосфоконцентрата в 1,4 раза.
Апробация результатов исследования. Результаты исследования
представлялись на Международных и Республиканских научно-практических
конференциях: «Современные техника и технологии горно-металлургической
отрасли и пути их развития» (Навои, 2010; 2013); «Разработка эффективной
технологии получения минеральных удобрений и агрохимикатов нового
поколения и применение их на практике» (Ташкент, 2010); Yosh olimlarning
«Yuqori texnologik ishlanmalar ishlab chiqarishga» (Tashkent, 2010);
«Перспективы развития техники и технологии и достижении горно
металлургической отрасли за годы независимости Республики Узбекистан»
(Навои, 2011); «Современные технологии и инновации горно
металлургической отрасли» (Навои, 2012); «Состояние и перспективы
инновационных разработок в области технологии неорганических веществ и
химизации сельскохозяйственного производства» (Ташкент, 2013); «Аналитик
кимё фанининг долзарб муаммолари» IV-Республика илмий-амалий анжумани
(Термиз, 2014); «Перспективы науки и производства химической технологии в
Узбекистане» (Навои, 2014); «Физико-химия и технология неорганических
материалов» (Москва 2014); VIII-Международной научно-технической
конференции «Достижения, проблемы и современные тенденции развития»
(Навои, 2015); «The Sixth International Conference on Eurasian scientific
development» (Vienna, 2015); на научном семинаре Научного совета
14.07.2016.К/Т.14.01 при Институте общей и неорганической химии, Научно
исследовательский центр химии и физики полимеров, Ташкентском химико
технологическом институте и Ташкентском государственном техническом
университете от 14 сентября 2016 года.
Опубликованность результатов исследования. По теме диссертации
опубликованы всего 31 научнаых работ. Из них 13 научных статей, в том числе
11 в республиканских и 2 в зарубежных журналах, рекомендованных Высшей
аттестационной комиссией Республики Узбекистан для публикации основных
научных результатов докторских диссертаций, а также получен 1 патент РУз.
Структура и объем диссертации. Структура диссертации состоит из
введения, четырех глав, заключения, списка использованной литературы,
приложений. Объем диссертации составляет 193 страниц.

35
ОСНОВНОЕ СОДЕРЖАНИЕ ДИССЕРТАЦИИ
Во введении обоснована актуальность работы, сформулированы цель и
задачи исследований. показано соответствие исследований приоритетным
направлениям развития науки и технологий республики Узбекистан,
излагаются научная новизна и практические результаты исследования,
раскрываются научная и практическая значимость полученных результатов,
внедрение в практику результатов исследования, сведения по опубликованным
работам и структуре диссертации.
В первой главе диссертации «Методы обогащения фосфатного сырья»
описаны методы флотационного, термического и химического обогащения (с
помощью азотной, соляной и фосфорной кислот) различных видов
фосфатного сырья. Дана физико-химическая характеристика фосфоритов ЦК
и анализированы различные способы их обогащения. Приведены другие
способы обогащения, альтернативные применяемому в промышленности
высокотемпературному
термическому
способу. Анализируя комплекс
исследований по обогащению фосфатного сырья, были сформулированы цель
и задачи настоящей работы.
Вторая глава диссертации «Исследования процесса экстракции нитратов
кальция и аммония из нитрокальцийфосфатных пульп, образующихся при
азотнокислотном обогащении высококарбонатных фосфоритов в присутствии
этанола» относится к исследованию химического обогащения фосфоритов
ЦК. Для извлечения карбонатов из
фосфоритов ЦК были использованы 57,87 %-ная HNO
3
и технический
этиловый спирт (ЭС) 96 %-ной концентрации. Для обогащения были взяты
фосфориты ЦК различных марок (фосфоритовая мука – РФМ трех марок и
минерализованная масса – ММ, отход производства МОФК на КФК). Их
характеристика приведена в табл. 1.
Таблица 1
Характеристика исходного сырья
Номера
образцов
Виды
сырья
Содержание компонентов, вес. %
P
2
O
5усв.
:
P
2
O
5общ.
по
лим. к-те, %
СаО :
Р
2
О
5
Р
2
О
5общ.
СаО
общ.
СО
2
1
РФМ
16,60
47,13
17,23
10,20
2,84

2
РФМ
17,52
47,53
15,23
17,68
2,71
3
РФМ
18,70
47,80
15,30
18,49
2,56
4
ММ
15,06
44,27
14,11
9,10
2,94
Норму HNO
3
брали из расчета на разложение СаО в фосфатном сырье
(ФС).
Основными
минералами
в
фосфатном
сырье
являются
фторкарбонатапатит и карбонат кальция. При обработке их азотной кислотой
протекают следующие реакции:
CaCO
3
+ 2HNO
3
→
Ca(NO
3
)
2
+ H
2
O + CO
2
Ca
5
F(PO
4
)
3
+ 10HNO
3
→
3H
3
PO
4
+ 5Ca(NO
3
)
2
+ HF
Если количество азотной кислоты меньше стехиометрического, то протекает
реакция:
36
2Ca
5
F(PO
4
)
3
+ 14HNO
3
→
3Са(H
2
PO
4
)
2
+ 7Ca(NO
3
)
2
+ 2HF
С целью предотвращения потерь Р
2
О
5
в жидкую фазу, прежде чем
разделить нитрокальцийфосфатно-спиртовую суспензию (НФСС) на жидкую
и твердую фазы, предлагается её аммонизировать аммиаком до значения
рН=3. В процессе аммонизации происходит взаимодействие между
монофосфатом и нитратом кальция с NH
3
, в результате чего образуется
дикальцийфосфат и нитрат аммония по реакции:
Ca(H
2
PO
4
)
2
+ Ca(NO
3
)
2
+ 2NH
3
= 2CaHPO
4
+ 2NH
4
NO
3
При этом образовавшийся CaHPO
4
выпадает в осадок и таким образом
практически весь фосфор остается в составе фосфоконцентрата. Это дает
возможность использовать для обогащения более высокую норму HNO
3
и тем
самым значительно снизить значение кальциевого модуля в фосфатном сырье.
Чем меньше СаО : Р
2
О
5
в обогащенном фосфорите, тем меньше требуется
кислотного реагента при сернокислотной его экстракции и тем меньшее
количество фосфогипса выбрасывается в отвал.
На основе диаграммы растворимости 4-х компонентной системы
Ca(NO
3
)
2
- NH
4
NO
3
- C
2
H
5
OH - H
2
O, состоящей из 3-х тройных: Ca(NO
3
)
2
-
C
2
H
5
OH - H
2
O; NH
4
NO
3
- C
2
H
5
OH - H
2
O; Ca(NO
3
)
2
- NH
4
NO
3
- H
2
O и 3-х
бинарных систем Ca(NO
3
)
2
- H
2
O; NH
4
NO
3
- H
2
O и C
2
H
5
OH - H
2
O,
обосновывался процесс экстракции нитратов кальция и аммония из нитро
кальцийфосфатных пульп, образующихся при азотнокислотном обогащении
высококарбонатных фосфоритов ЦК с помощью этанола в широком
температурном и концентрационном диапазоне (Рис. 1).
По политермическим диаграммам растворимости можно заключить, что
компоненты данных систем оказывают высаливающее действие друг на друга.
В изученном температурном и концентрационном интервалах системы новые
химические соединения не образуются, системы относятся к простому
эвтоническму типу. На основе полученных результатов определены основные

технологические параметры процесса обогащения карбонатных фосфоритов
ЦК азотной кислотой с последующим выщелачиванием нитрата кальция из
нитрокальцийфосфатной пульпы с помощью этилового спирта.
При найденных технологических параметрах исследован процесс
азотнокислотного обогащения фосфоритов ЦК в присутствии ЭС. Норму
кислоты варьировали в пределах 30-60% от стехиометрии на разложение СаО
в сырье. Но так как в разном фосфатном сырье содержание СО
2
отличается, то
и норма азотной кислоты на разложение СаСО
3
в сырье (при одинаковой
норме кислоты на разложение СаО в сырье) для каждого вида сырья
отличается. Обработку ФС азотной кислотой проводили в течение 20-30 мин.
Температура реакционной массы - 40
°
С. После разложения фоссырья азотной
кислотой получается нитрокальцийфосфатная пульпа густой концистенции.
Пульпу репульпировали этиловым спиртом (ЭС) при различных массовых
соотношениях ФС : ЭС = 1 : (3÷10) и перемешивали в течение 3-4 минут,
после чего содержимое разделяли на жидкую и твердую фазы методом
37
80
а
2
С
40
50
60
70
7
I
80
С
1
C
2
H
5
O
H
90
s
3
K

СаО : Р
2
О
5
3,0
70
60
56,31
2,7
30
5
70
7
70I
40°C
а
1
2,5
52,67
48,70
20
S
2
7
70
2,3
2,0
40,99 1,5
10
а
3
10203040
b
1
50 s
2
NH
4
NO
3
Са(NO
С
3
)
2
30
40
10
20
10
в
3
s
s
1
3
70I
3
70II
3
70
С
2
50
60
70
80
в
1
в
2
5855
50
20
30
1
40
50
С
3
3
2I
60
70
80
90
В
H
2
O
Рис. 1. Диаграмма растворимости Ca(NO
3
)
2
- NH
4
NO
3
- C
2
H
5
OH - H
2
O в
процессе экстракции нитратов кальция и аммония и упарки экстракта.

38
фильтрации под вакуумом. Далее влажный фосфоконцентрат промывали
чистым ЭС при соотношении ФС : ЭС = 1 : 2. Влажные осадки высушивались
при 100ºС. Высушенные фосфоконцентраты и фильтраты подвергали
химическому
анализу
по
общеизвестным
методикам.
Результаты
представлены на рис. 2-4. Результаты обогащения различных видов
фосфатного сырья с азотной кислотой общая картина. Различаются между
собой только абсолютным значением содержания компонентов в
фосфоконцентратах. Чем выше норма кислоты, тем ниже содержание СО
2
и
тем выше содержание Р
2
О
5
в фосфоконцентрате. Для трёх марок РФМ при
обогащении азотной кислотой получаются фосфоритные концентраты,
которые по составу отличаются. Так, при обогащении РФМ состава 16,60%
Р
2
О
5
; 47,13% СаО; 17,23% СО
2
; СаО : Р
2
О
5
= 2,84 азотной кислотой
соблюдением её нормы 30-45% от стехиометрии на разложение СаО в сырье и
соотношении ФС : ЭС от 1 : 3 до 1 : 10, содержание Р
2
О
5общ.
в
фосфоконцентрате возрастает с исходного 16,60% до 21,62 - 23,74% (рис. 3-а),
содержание СО
2
снижается с исходного 17,23% до 7,62 - 4,26%. При этом
степень декарбонизации фосфатного сырья увеличивается от 60 до 82% (Рис.
2-а). При этом кальциевый модуль снижается с исходного 2,84 от 1,95 до 1,60.
Весовое соотношение ФС : ЭС очень незначительно влияет на содержание
Р
2
О
5
в фосфоконцентрате. Например, с возрастанием количества ЭС, т.е. с
изменением соотношения ФС : ЭС от 1 : 3 до 1 : 10 содержание Р
2
О
5
в
фосфоконцентратах увеличивается всего от 21,62 до 21,85; от 21,89 до 22,13;
от 22,19 до 22,69 и от 23,25 до 23,74% соответственно для норм НNO
3
– 30, 35,
40 и 45%. Кальциевый модуль соответственно меняется от 1,95 до 1,89; от
1,88 до 1,82; от 1,79 до 1,71 и от 1,67 до 1,60. При обработке данной фосмуки
30 %-ной нормой азотной кислоты фосфатный минерал не разлагается, но при
нормах азотной кислоты 35-45% от стехиометрии происходит переход Р
2
О
5
в
жидкую фазу и в зависимости от соотношения ФС : ЭС составляет 0,55-8,69%
(рис. 4-а). При норме НNO
3
– 50% и соотношении ФС : ЭС = 1 : 5 этот переход
составляет уже 21,05%, то есть выход Р
2
О
5
в фосфоконцентрат снижается от
99,45 до 78,95%. Это обстоятельсто объясняется тем, что при декарбонизации
фосфатного сырья азотной кислотой наряду с карбонатом кальция фосфатный
минерал разлагается с образованием водорастворимого монокальцийфосфата,
который вместе с нитратом кальция переходит в жидкую фазу. Проведенные
исследования по обогащению РФМ, содержащей 17,52% Р
2
О
5
путем её
декарбонизации азотной кислотой показывают, что при норме кислоты – 40%
(100 %-ная норма на разложение СаСО
3
) и соотношении ФС : ЭС = 1 : 5 в
получаемом фосфоконцентрате содержится (вес. %): 24,20 Р
2
О
5общ.
; 17,71
Р
2
О
5усв.
по лимонной кислоте; 12,20 Р
2
О
5усв.
по трилону Б; 39,67 СаО
общ.
; 28,66
СаО
усв.
; 3,84 СаО
водн.
; 0,65 N; СаО : Р
2
О
5
= 1,64, со степенью декарбонизации
сырья – 82,5%. При этом выход Р
2
О
5
в фосфоконцентрат составляет 94,75%.

Увеличение нормы азотной кислоты до 44% от стехиометрии, хотя и улучшает
показатели качества фосфоконцентрата (снижает кальциевый модуль), но
приводит к снижению выхода Р
2
О
5
в фосфоконцентрат до 89,91% в связи
39
85
а)
95
б)
48%
Степень декарбонизации сырья,
%
30%
80 75 70
45% 40%
35%
Степень декарбонизация сырья,
%
32%
90
44%
85
40%
80
65
75
60
1:3 1:4 1:5 1:7 1:10 70
36% HNO
3
Массовое соотношение ФС : ЭС
в)
80
1:3 1:4 1:5 1:7 1:10 Массовое соотношение ФС:ЭС
г)
Степень декарбонизации сырья,
%
32% 90
40%
Степень декарбонизации сырья,
%
30%
78 76 74
36% HNO
3
85
80
75
70
65
45%
40% 35%
60
72
1:3 1:4 1:5 1:7 1:10 Массовое соотношение ФС:ЭС
1:3 1:4 1:5 1:7 1:10 Массовое соотношение ФС : ЭС

Рис. 2. Степень декарбонизации фосфатного сырья в зависимости от
соотношения ФС : ЭС и нормы HNO
3
: а) РФМ – (16,60% Р
2
О
5
); б) РФМ –
(17,52% Р
2
О
5
); в) РФМ – (18,7% Р
2
О
5
) г) ММ – (15,06% Р
2
О
5
).
24,0
24,5
Р О
2 5
в фосфоконцентрате, %
а)
HNO
3
21,5
Р О
2 5
в фосфоконцентрате, %б)
23,5 23,0 22,5 22,0
21,5 21,0
30% 35% 40% 45%
24,0 23,5 23,0 22,5
22,0
32% 36% 40% 44%
48%
HNO
3
1:3 1:4 1:5 1:7 1:10 Массовое соотношение ФС:ЭС
26,5
1:3 1:4 1:5 1:7 1:10 Массовое соотношение ФС:ЭС
21,5
г)
в)
Р О
2 5
в фосфоконцентрате,
%
30%
26,0
Массовое соотношение ФС:ЭС Р
О
2 5
в фосфоконцентрате,
%
32%
25,5
21,0 20,5
35%
25,0
24,5
36%
40%
20,0
19,5
19,0
40%
45%
24,0
23,5
1:3 1:4 1:5 1:7 1:10
HNO
3
HNO
3
18,0
18,5
1:3 1:4 1:5 1:7 1:10
Массовое соотношение ФС:ЭС
Рис. 3. Содержание Р
2
О
5
в фосфоконцентрате в зависимости от соотношения
ФС : ЭС и нормы HNO
3
: а) РФМ – (16,60% Р
2
О
5
); б) РФМ – (17,52% Р
2
О
5
); в)
РФМ – (18,7% Р
2
О
5
) г) ММ – (15,06% Р
2
О
5
).
40
а)
14

О
2 5
в жидкую фазу, %
9
45 %
13 48 % О
2 5
в жидкую фазу, %
12
8
7
6
5
Степень перехода Р
4
3
2
1
1:3 1:4 1:5 1:7 1:10
11
10
9
40 %
8
7
Степень перехода Р
6
5
4
35 %
3
2
1
1:3 1:4 1:5 1:7 1:10 Массовое соотношение
ФС : ЭС
44 %
40 % 36 %
О
2 5
в жидкую фазу, %
Степень перехода Р
12 11
10 9
8
7
6
5
4
3
40 % 36 %
32 %
О
2 5
в жидкую фазу, %
Степень перехода Р
Массовое
соотношение ФС :
ЭС
10
9
45 %
8
40 %
7
6
5
4
35 %
3
2
30 %
1
1:3 1:4 1:5 1:7 1:10 Массовое соотношение ФС : ЭС
1:3 1:4 1:5 1:7 1:10 Массовое соотношение ФС : ЭС
Рис. 4. Степень перехода Р
2
О
5
в жидкую фазу в зависимости от соотношения
ФС : ЭС и нормы HNO
3
: а) РФМ – (16,60% Р
2
О
5
); б) РФМ – (17,52% Р
2
О
5
); в)
РФМ – (18,7% Р
2
О
5
) г) ММ – (15,06% Р
2
О
5
).
с ростом перехода её в жидкую фазу (10,09%). Оказалось, что при разложении
РФМ при 48 %-ной норме на СаО или 120 %-ной норме на СаСО
3
азотной
кислоты и соотношении ФС : ЭС = 1 : 5 в жидкую фазу переходит до 12,51%
Р
2
О
5
в виде монокальцийфосфата, что снижает выход и содержание Р
2
О
5
в
фосфоконцентрате.
При обогащении РФМ состава (вес. %): 18,7 Р
2
О
5
; 47,8 СаО; 15,3 СО
2
и
СаО : Р
2
О
5
= 2,56 азотной кислотой при соотношении ФС : ЭС = 1 : 5
получается фосфоритный концентрат следующего состава (вес. %): при норме

НNO
3
36% - Р
2
О
5общ.
24,22; Р
2
О
5усв.
по лимонной кислоте 16,83; Р
2
О
5усв.
по
трилону Б 12,29; СаО
общ.
40,77; СаО
усв.
29,64; СаО
водн.
1,50; СаО : Р
2
О
5
= 1,68 со
степенью декарбонизации – 77,5%; а при норме НNO
3
40% - Р
2
О
5общ.
26,19;
Р
2
О
5усв.
по лимонной кислоте 18,88; Р
2
О
5усв.
по трилону Б 13,84; СаО
общ.
39,92;
СаО
усв.
29,47; СаО
водн.
1,67; СаО : Р
2
О
5
= 1,52 со степенью декарбонизации –
79,7% (рис. 2-в). Обогащение ММ – отхода КФК азотной кислотой также
превращает её в кондиционное фосфатное сырьё. Так, при соблюдении нормы
HNO
3
– 30-45% и соотношении ФС : ЭС от 1 : 3 до 1 : 10 получаются
фосфоритные концентраты, содержащие от 18,61 до 21,20% Р
2
О
5
, от 38,50 до
41,54% СаО, от 3,01 до 6,80% СО
2
и кальциевым модулем от 1,82 до 2,23. При
41
обработке данного сырья 35-45 %-ной нормой HNO
3
от стехиометрии
фосфатный минерал разлагается и переход Р
2
О
5
в жидкую фазу в зависимости
от соотношения ФС : ЭС составляет 0,77-8,81% (рис. 4-г). При норме HNO
3
–
60% и соотношении ФС : ЭС = 1 : 5 этот показатель увеличивается до 24,80%.
Увеличение соотношения ФС : ЭС от 1 : 3 до 1 : 10 незначительно влияет на
состав получаемого фосфоконцентрата, то есть содержание Р
2
О
5
в
фосфоконцентрате увеличивается всего от 18,61 до 18,81% и от 20,50 до
21,20% для нормы HNO
3
– 30 и 45% соответственно.
Для достижения разрабатываемому способу обогащения наиболее
полного выщелачивания нитрата кальция из фосфоконцентрата и
значительного снижения расхода ЭС для промывки, а также получения более
концентрированного спиртового раствора нитрата кальция промывку
влажного фосфоконцентрата предлагается осуществлять по противоточной
схеме, имитирующей промышленные условия промывки фосфогипса.
Рассчитан материальный поток процесса получения химически обогащенного
фосфоконцентрата из РФМ, содержащего 17,52% Р
2
О
5
.
Как было отмечено ранее обогащение карбонатных фосфоритов ЦК
азотной кислотой имеет один существенный недостаток: при извлечении
карбоната кальция из фосфатного сырья, хоть и в небольшой степени но
происходит частичное разложение его фосфатного минерала с образованием
Ca(H
2
PO
4
)
2
, переходящего в жидкую фазу. Это ощутимо снижает выход и
содержание Р
2
О
5
в концентрате. Желательно его вернуть в твердую фазу, с
целью увеличения Р
2
О
5
в фосфоконцентрате. Для этого, прежде чем разделить
кислую нитрокальцийфосфатную-спиртовую пульпу на жидкую и твердую
фазы мы подвергали её нейтрализации газообразным аммиаком до рН = 3.
При этом растворимый фосфор возвращается в состав фосфоконцентрата в
виде дикальцийфосфата.
Фосфатное сырьё, пригодное для получения из него ЭФК методом
сернокислотной экстракции, должно отвечать следующим требованиям:
содержание P
2
O
5
не ниже 24,5%, CO
2
не выше 8%, а значение кальциевого
модуля (СаО : P
2
O
5
) не более 1,6. С учетом экономии расхода кислоты
оптимальной её нормой при процессе обогащения РФМ можно считать 50%, а

массовое соотношение ФС : ЭС = 1 : 5. Например, при обогащении РФМ с
содержанием 17,52% Р
2
О
5
; 47,53% СаО; 15,23% СО
2
и СаО : Р
2
О
5
= 2,70
(образец 3) 50 %-ной нормой HNO
3
, pH нитрокальцийфосфатной пульпы 3 и
весовом соотношении ФС : ЭС, равном 1 : 5, получен концентрат состава (вес.
%): Р
2
О
5общ.
– 26,20; СаО
общ.
– 38,25; СО
2
– 2,80 и СаО : Р
2
О
5
= 1,46 (табл. 2).
При этом выход Р
2
О
5
в концентрат составляет 100%. По значению кальциевого
модуля оно близко к лучшему фосфатному сырью – Хибинскому апатитовому
концентрату (1,32). А жидкая фаза пульпы представляет собой раствор,
состоящий из нитрата кальция и ЭС с небольшим количеством нитрата
аммония. Спирт легко отгоняется и возвращается в технологический цикл.
После
отгонки
спирта
получается
концентрированный
нитроаммонийнокальциевый раствор (НАКР), содержащий 50% Са(NO
3
)
2
и
3% NH
4
NO
3
. Найденные оптимальные параметры процесса обогащения мы
42
попытались применить для обогащения РФМ ещё двух видов и ММ, составы
которых приведены в табл. 1. Для ММ норма HNO
3
бралась 60% от
стехиометрии на выщелачивание из него СаО.
Таблица 2
Химический состав концентратов из фосфоритов Центральных
Кызылкумов
Вид
фос
сырья
Содержан
ие
Р
2
О
5общ.
в
исходном
сырье, %
Норма
HNO
3
на
СаО в
сырье от
стехиометр
ии , %
Содержание
компонентов, вес. %
P
2
O
5усв.
:
P
2
O
5общ.
по лим.
к-те, %
СаО :
Р
2
О
5
Р
2
О
5общ.
СаО
общ.
СО
2
РФМ
16,60
50
24,66
38,47
3,52
57,95
1,54
РФМ
17,52
50
26,20
38,25
2,80
59,88
1,46
РФМ
18,7
50
26,83
39,73
2,91
64,85
1,48
ММ
15,06
60
24,21
35,97
2,07
58,44
1,48
Результаты обогащения приведены также в табл. 2. Из неё видно, что при
обогащении различных видов фосфатного сырья азотной кислотой
получаются концентраты которые отличаются по составу. Например из РФМ с
содержанием 16,60% Р
2
О
5
, 17,23% СО
2
и с СаО : Р
2
О
5
= 2,84 (образец 1)
получается концентрат, в составе которого имеется 24,66% Р
2
О
5
и СаО : Р
2
О
5
= 1,54. Из третьего образца РФМ с содержанием 18,7% Р
2
О
5
и с СаО : Р
2
О
5
=
2,60 получен концентрат уже с 26,85% Р
2
О
5
и с СаО : Р
2
О
5
= 1,59. А ММ
(образец 4) с содержанием 15,06% Р
2
О
5
, 14,11% СО
2
и СаО : Р
2
О
5
= 2,94
превращается в обогащенное сырьё с СаО : Р
2
О
5
= 1,48 вполне пригодное для
сернокислотной экстракции, носкольку содержание Р
2
О
5
в нём повысилось с

15,06% до 24,21%. Изучены реологические свойства аммонизированной
нитрокальцийфосфатно-спиртовой пульпы и процесс его отделения на
жидкую и твердую фазы. Положительный эффект по разделению пульпы
можно достичь путем фильтрации на ленточно-вакуумном фильтре, что
эффективно применяется на КФК при промывке микрозернистой фосмуки.
Рассчитан баланс процесса.
Третья глава диссертации «Исследование процесса регенерации
этилового спирта из экстракта с получением концентрированного раствора
нитратов кальция и аммония» посвящена регенерации этилового спирта из
состава нитратно-аммонийнокальциевого раствора (НАКР) –
побочного продукта обогащения фосфоритов ЦК и его переработки в жидкие
и твердые азотнокальциевые удобрения. Как показано выше, обогащение
РФМ, имеющей 17,52% Р
2
О
5
при норме HNO
3
- 50%, pH пульпы 3 и
соотношении РФМ : ЭС = 1 : 5, позволило получить фосфоконцентрат с
содержанием 26,2% Р
2
О
5
. Жидкая фаза пульпы представляет собой раствор,
состоящий из нитрата кальция с небольшим количеством нитрата аммония и
ЭС. Последний легко отгоняется и возвращается в технологический цикл.
Проведен теоретический анализ регенерации спирта из НАКР с применением
диаграммы растворимости 4-х компонентной системы Ca(NO
3
)
2
- NH
4
NO
3
-
C
2
H
5
OH - H
2
O, в результате которой показана методика расчета процесса
регенерации спирта и определен интервал варьирования технологических
43
параметров с учетом состава исходных водно-спиртовых растворов и
конечных продуктов.
Проведена регенерация ЭС из НАКР, при которой степень возврата ЭС в
цикл достигает 98-99%. После отгонки получен НАКР, содержащий 50%
Ca(NO
3
)
2
, 3% NH
4
NO
3
. В нашем случае при получении одной тонны
фосфоконцентрата из РФМ с содержанием 17,52% Р
2
О
5
при соблюдении
указанны выше параметрв процесса, образуется 1,87 т НАКР, в котором
содержится 1,35 т тетрагидрата нитрата кальция.
Изучены физико-химические свойства НАКР (реологические свойства,
давление насыщенных паров, температуры кипения и кристаллизации) в
зависимости от концентрации Ca(NO
3
)
2
и NH
4
NO
3
. Для проведения опытов
были приготовлены НАКР различных концентраций (53,02-84,77% Ca(NO
3
)
2
и
3,02-4,77% NH
4
NO
3
) путем упарки исходного раствора (50% Ca(NO
3
)
2
и 3%
NH
4
NO
3
). Давление насыщенных паров НАКР в интервале 20-40
°
С составляет
0,44-6,38 кПа, что свидетельствует о малой их летучести в условиях жаркого
климата Центральной Азии. В интервале концентраций НАКР 53,02-65,71%
температура их кристаллизации находится в пределах (-75)÷12,0
°
С, что
позволяет применять их в весенне-летнее время, в качестве жидких NСа
удобрений. В диапазоне температур 30-90
°
С НАКР с указанными
концентрациями имеет плотность 1,3873-1,6377 г/см
3
и вязкость 2,43-18,85
сПз. При этом НАКР обладает хорошими реологическими свойствами. Однако
более концентрированные НАКР (67,83-84,77% Ca(NO
3
)
2
, 3,83-4,77%

NH
4
NO
3
) перед применением необходимо разбавлять водой, т.к. температура
их кристаллизации составляет 29-60
°
С. Так как определение плотности и
вязкости НАКР с концентрацией в пределах 69,94-78,43 и 80,54-84,77%
соответственно при 30-50
°
С и 30-60
°
С оказалось невозможным в связи
кристаллизацией Са(NO
3
)
2
и NH
4
NO
3
из упаренных растворов.
Результаты показывают, что по мере повышения концентрации НАКР
увеличивается температура их кипения. Так, при концентрации НАКР - 53,02%
(50% Ca(NO
3
)
2
, 3,02% NH
4
NO
3
) при давлении 760 мм. рт. ст. температура его
кипения равна 108
о
С, а при НАКР – 84,77% (80% Ca(NO
3
)
2
, 4,77% NH
4
NO
3
)
этот показатель повышается до 152
°
С. Понижение давления снижает и
температуру кипения растворов. Так, если при давлении 760 мм. рт. ст.
температура кипения 63,6 %-ной НАКР (60% Ca(NO
3
)
2
, 3,6% NH
4
NO
3
)
составляет 130
°
С, то при давлении 460 мм. рт. ст. она равняется 112
°
С.
НАКР был переработан в гранулированную кальциевую селитру. Для
улучшения свойств последней в качестве добавки использовались
бентонитовые глины различных месторождений. Определены товарные
свойства полученных продуктов. Показано, что добавка бентонита
значительно увеличивает гигроскопическую точку и прочность гранулы
кальциевой селитры. Так, при добавке Каттакурганского бентонита её
гигроскопическая точка повышается от 38,7 до 44,99%, Лагонского бентонита
– до 55,55%, Навбахорского бентонита марок: ПБГ – до 54,99% и ППД – до
57,07%, при этом прочность гранул увеличивается от 1,98 до 3,45 МПа; до
44
4,48 МПа; до 3,55 МПа и до 5,31 МПа, соответственно. В продуктах
содержание азота находится в пределах 14,49-14,69% (табл. 3). Таблица 3
Состав и свойства кальциевой селитры
Номера
образцов
Массовое
соотношение
Ca(NO
3
)
2
: бентонит
Состав, вес. %
Влага,
%
Прочно
сть
гранул,
МПа
Гигроскопи
ческая
точка, %
СаО
N
1
Ca(NO
3
)
2
27,76
15,58
1,29
1,98
38,7
При добавке бентонита Каттакурганского месторождения
2
100 : 6
26,51
14,49
1,19
3,45
44,99
При добавке бентонита Лагонского месторождения
3
100 : 6
26,97
14,69
1,16
4,48
55,55
При добавке Навбахарского бентонита (марка ПБГ)
4
100 : 6
26,59
14,57
1,11
3,55
54,99
При добавке Навбахарского бентонита (марка ППД)
5
100 : 6
27,32
14,60
1,03
5,31
57,07

Добавка бентонитов значительно улучшает сорбционную влагоемкость
кальциевой селитры. Это объясняется способностью разбухания бентонита в
воде и удерживания в межплоскостных пространствах большого количества
растворов, содержащих питательные компоненты – азота и кальция.
Изучен процесс конверсии нитрата кальция НАКР в NН
4
NO
3
и CaСО
3
с
помощью карбоната аммония. Полученные результаты в качестве
оптимального условия проведения процесса конверсии предлагают
следующее: концентрация раствора Ca(NO
3
)
2
– 37%; норма карбоната аммония
– 120% от стехиометрии, температура конверсии - 70
°
С; продолжительность
перемешивания – 120 мин. При этом степень конверсии
Ca(NO
3
)
2
максимальная – 99,94%, а концентрация раствора NН
4
NO
3
– 45%.
В четвертой главе «Отработка технологии азотнокислотного обогащения
фосфоритов Центральных Кызылкумов в присутствии этанола и переработка
фосфоконцентрата в ЭФК и комплексные удобрения» приведены результаты
апробации технологии химического обогащения фосфоритов ЦК на опытной
установке, а также получения из фосфоритного концентрата ЭФК, РК- и
NPK-удобрения.
На укрупненной лабораторной модельной установке отработана
технология химического обогащения фосфоритов ЦК азотной кислотой в
присутствии этанола при нормах НNO
3
40; 45 и 50% от стехиометрии на СаО
в сырье и весовых соотношениях ФС : ЭС = 1 : 3 и 1 : 5. Показано, что составы
полученных образцов фосфоконцентрата на модельной установке, были
идентичны продуктам, полученным в лабораторных условиях. На опытной
установке АО «Самаркандкимё» были проведены испытания технологии
обогащения РФМ с содержанием (вес. %): 17,52 Р
2
О
5
; 47,53 СаО; 15,23 СО
2
,
СаО : Р
2
О
5
= 2,7 при нормах HNO
3
40 и 50%, соотношении ФС : ЭС = 1 : 5.
При этом в зависимости от нормы HNO
3
состав фосфоконцентратов менялся
(вес. %): Р
2
О
5общ.
от 24,20 до 26,05; Р
2
О
5усв.
по лимонной кислоте от 13,68 до
45
15,89; Р
2
О
5усв.
по трилону Б от 9,75 до 11,71; СаО
общ.
от 38,55 до 40,31; СО
2
от
2,79 до 3,89; СаО : Р
2
О
5
от 1,48 до 1,66. В процессе испытаний наработаны
опытные партии химически обогащенного фосфоконцентрата в объеме по 100
кг для каждой нормы HNO
3
.
На основании результатов лабораторных экспериментов, опытов на
укрупненной лабораторной модельной установке и опытной установке АО
«Самаркандкимё» установлены основные показатели технологического
режима обогащения фосфоритов ЦК азотной кислотой в присутствии этанола.
Составлен материальный баланс и предложена технологическая схема
производства химически обогащенного фосфоконцентрата (рис. 5).
Проведены исследования по получению ЭФК из химически обогащенного
фосфоконцентрата состава (вес. %): Р
2
О
5общ
. 26,20; Р
2
О
5усв.
по лимонной
кислоте 15,69; Р
2
О
5усв.
по трилону Б 11,77; СаО
общ.
38,25; СаО
усв.
19,04; СаО
водн.
2,28; СО
2
2,80; N 1,46; СаО : Р
2
О
5
= 1,46 в дигидратном режиме в зависимости

от нормы H
2
SO
4
(от 100 до 103% от стехиометрии на СаО), массового
соотношения Ж : Т (от 2,5 : 1 до 3,5 : 1) и концентрации оборотной ЭФК (от
12,0 до 16,9% Р
2
О
5
). Результаты лабораторных опытов показывают, что при
одной и той же норме H
2
SO
4
и концентрации оборотной ЭФК увеличение
массового соотношения Ж : Т от 2,5 : 1 до 3,5 : 1 приводит к увеличению К
разл.
фосфатного сырья, К
отм.
фосфогипса, К
вых.
Р
2
О
5
и скорость фильтрации пульпы.
Однако концентрация продукционной ЭФК снижается.
Увеличение
концентрации оборотной ЭФК независимо от нормы H
2
SO
4
и соотношения Ж :
Т приводит к снижению этих показателей, хотя позволяет получить более
концентрированную ЭФК по Р
2
О
5
. На основе полученныч
данных найдены оптимальные условия сернокислотной экстракции
концентрата вышеуказанного состава: норма H
2
SO
4
– 103%; концентрация
оборотной ЭФК – 15% Р
2
О
5
и соотношение Ж : Т = 3 : 1. В этом случае К
разл.
=
98,73%; К
отм.
= 98,57%, К
вых.
= 92,87%, скорость фильтрации 1312 кг/м
2
·час, а
концентрация фосфорной кислоты 20,19% Р
2
О
5
. В высущенном фосфогипсе
содержание СаО
общ.
; SO
3общ.
; Р
2
О
5общ.
и Р
2
О
5водн.
составляет соответственно
31,21; 43,23; 1,43 и 0,27%. Фосфогипс имеет в своем составе 92% дигидрата
сульфата кальция и 6,63% нерастворимого остатка. Рассчитан материальный
баланс процесса получения одной тонны Р
2
О
5
в виде ЭФК. Результаты
лабораторных исследований показали принципиальную возможность
получения ЭФК и аммофоса из химического обогащенного фосфоритного
концентрата фосфоритов ЦК с хорошими технологическими показателями.
Химически обогащенный фосфоконцентрат пригоден не только для
сернокислотной экстракции, но и для непосредственного внесения в почву в
качестве фосфорного удобрения, судя по высокому относительному
содержанию в нем усвояемой формы Р
2
О
5
(60%). В исходной фосмуке этот
показатель равнялся 18,5%. Это означает, что одновременно с обогащением
произошла и активация фосфатного сырья. Поэтому концентрат может
служить хорошим компонентом для производства сложно-смешанных
гранулированных удобрений.
46
Фосфорит HNO
3
Этанол
4
7
1
Вода
13
Вода
2
5
3
NH
3
горячий
в поз
8
12 11

В атм.
6
Вода
воздух
Этанол
Фосфоконцент
рат
в поз 7
9
10
Конденсат
8
Пар
Раствор
Ca(NO
3
)
2
на
переработку
Рис. 5. Принципиальная технологическая cхема химического обогащения
фосфоритов Центральных Кызылкумов азотной кислотой в присутствии
этанола:
1 – бункер для фоссырья; 2 – ленточный дозатор; 3 – реактор разложения; 4 – напорный бак
азотной кислоты; 5 – расходометр; 6 – репульпатор; 7 – вакуум-фильтр; 8 – сборник
спиртового раствора нитрата кальция; 9 – ректификационная колонна; 10 – ёмкость для
хранения этанола; 11 – барабан-сушилка; 12 – циклон; 13 – ловушка для спирта.
Исходя из этого, изучен процесс получения PK- и NPK-удобрений с
различным соотношением питательных компонентов путем смешения
влажного фосфоконцентрата, хлорида калия и аммиачной селитры.
Количество исходных компонентов брали из такого расчета, чтобы в конечном
продукте соотношение N : Р
2
О
5
: К
2
О было от 1 : 0,7 : 0,3 до 1 : 0,7 : 0,6 и от 1 :
1 : 0,3 до 1 : 1 : 2. Все марки PK- и NPK-удобрений содержат высокую
концентрацию питательных веществ. Так, PK-удобрения, полученные в
диапазоне массовых соотношений Р
2
О
5
: К
2
О от 1 : 0,3 до 1 : 2 содержат от
14,21 до 23,74% Р
2
О
5общ
, от 6,96 до 28,01% К
2
О, Р
2
О
5усв
. по отношению к
Р
2
О
5общ
от 66,34 до 69,66%. Для соотношения N : Р
2
О
5
: К
2
О = 1 : 0,7 : 0,3
получается NPK-удобрение с содержанием 16,52% N, 11,68% Р
2
О
5
, 4,83% К
2
О
и суммой питательных веществ - 33,03%. Относительное содержание
усвояемой формы Р
2
О
5
в нем 77,99%. При соотношении N : Р
2
О
5
: К
2
О = 1 : 1 :
0,3 продукт содержит 13,79% N, 13,95% Р
2
О
5
, 4,12% К
2
О в сумме 31,85% и
усвояемую форму Р
2
О
5
76,63%. При соотношении N : Р
2
О
5
: К
2
О = 1 : 1 : 1 в
продукте содержится 11,98% N, 12,01% Р
2
О
5
, 11,92% К
2
О, в сумме
47
35,91%, причем усвояемая для растений форма Р
2
О
5
составляет 74,19% от
общей Р
2
О
5
. Гранулы всех марок полученных NPK-удобрений имеют высокую
прочность (от 3,67 до 6,58 МПа).
На укрупненной лабораторной установке отработан режим получения
PK- и NPK-удобрений. Получено PK-удобрение с соотношением Р
2
О
5
: К
2
О =

1 : 0,5 и NPK-удобрение с соотношением N : Р
2
О
5
: К
2
О = 1 : 0,7 : 0,5 по 30 кг,
составы которых приведены в табл. 4. Результаты агрохимических испытаний
говорят о том, что PK- и NPK-удобрения, по своим свойствам не уступают
аммофосу и оказывают одинаковое действие на поступление питательных
компонентов в растения хлопчатника и на накопление их в почве.
Таблица 4
Состав PK и NPK удобрений на основе химически обогащенного
фосфоконцентрата, хлорида калия и аммиачной селитры
Массовое
соотношени
е
Химический состав, вес. %
Прочнос
ть
гранул,
МПа
N
P
2
O
5об
щ
К
2
О
СаО
об
щ
Р
2
О
5усв
.
:
Р
2
О
5об
щ.
%
Р
2
О
5усв
.
:
Р
2
О
5об
щ.
%
СаО
ус
в
:
СаО
об
щ.
%
Р
2
О
5
: К
2
О
РК удобрение
1 : 0,5
-
21,77 10,77 33,81
67,25
47,77
45,25
1,50
N : Р
2
О
5
:
К
2
О
NРК удобрение
1 : 0,7 : 0,5 15,5 11,02
7,74
15,71
76,86
49,64
75,75
5,46
Результаты позволили разработать принципиальную технологическую
схему получения PK- и NPK-удобрений. Составлен материальный баланс
производства одной тонны как PK, так и NPK удобрений. На рис. 6 дана блок
схема комплексной и безотходной переработки фосфоритов ЦК с помощью
азотной кислоты.
Для ориентировочного определения экономической эффективности
организации производства химически обогащенного фосфоконцентрата
произведен экономический расчет производств МОФК и химически
обогащенного фосфоконцентрата и аммофоса на их основе на базе
переработки 1000 тонн усредненной (17,4% Р
2
О
5
) фосфоритной руды ЦК.
Было показано, что полная заводская себестоимость одной тонны МОФК
составляет 206155 сум, а химически обогащенного фосфоконцентрата 149657
сум, что на 56498 сум дешевле. При термическом обогащении 1000 тонн
фосфатной руды получается 433,94 т МОФК, а при химическом обогащении –
668 т фосфоконцентрата. Из них производится 235,1 и 361,8 т аммофоса
соответственно на сумму 258255469 и 397434406 сум. То есть дополнительно
производится продукция на сумму 139 млн. 179 тыс. сум.
ЗАКЛЮЧЕНИЕ
1. Построена диаграмма растворимости 4-х компонентной системы Ca(NO
3
)
2
-
NH
4
NO
3
- C
2
H
5
OH - H
2
O, состоящей из 3-х тройных: Ca(NO
3
)
2
- C
2
H
5
OH - H
2
O;

NH
4
NO
3
- C
2
H
5
OH - H
2
O; Ca(NO
3
)
2
- NH
4
NO
3
- H
2
O и 3-х бинарных систем
Ca(NO
3
)
2
- H
2
O; NH
4
NO
3
- H
2
O и C
2
H
5
OH - H
2
O,
48
обосновывающих процесс экстракции нитратов кальция и аммония из нитро
кальцийфосфатных пульп, образующихся при азотнокислотном обогащении
фосфоритов ЦК с помощью этанола в широком температурном и
концентрационном диапазоне. Диаграмма позволяет определить интервал
варьирования технологических параметров процесса экстракции с учетом СаО
: Р
2
О
5
фосфатного сырья и условия его азотнокислотного разложения. 2.
Исследован процесс обогащения различных видов карбонатных фосфоритов
ЦК при норме HNO
3
от 30 до 60% от стехиометрии на разложение СаО в
сырье и весовом соотношении ФС : ЭС = 1 : (3-10). Так, при обогащении
относительно богатой РФМ с содержанием (вес. %) 18,70 Р
2
О
5
; 47,8 СаО; 15,3
СО
2
; 2,05 SО
3
и СаО : Р
2
О
5
= 2,56 при норме HNO
3
- 40% на разложение СаО
(100% на СаСО
3
) и соотношении ФС : ЭС = 1 : 5, получается фосфоритный
концентрат, содержащий 26,19% Р
2
О
5
с кальциевым модулем 1,52. Для
предотвращения перехода Р
2
О
5
в жидкую фазу, прежде чем разделить
нитрофосфатно-спиртовую суспензию (НФСС) на жидкую и твердую фазы, её
аммонизировали до рН = 3. Это дало возможность использовать для
обогащения более высокую норму НNO
3
и тем самым снизить значение СаО :
Р
2
О
5
в сырье. Норму кислоты варьировали в диапазоне 40-80% от
стехиометрии на СаО в сырье. С учетом экономии расхода HNO
3
оптимальной
её нормой для обогащения различных видов фосфоритов Кызылкума можно
считать 50%, а массовое соотношение ФС : ЭС = 1 : 5. Для ММ приемлема 60
%-ная норма. Так, при обогащении РФМ, содержащей 17,52% Р
2
О
5
; 47,53%
СаО; 15,23% СО
2
и СаО : Р
2
О
5
= 2,71 с 50 %-ной нормой HNO
3
, pH пульпы 3 и
соотношении ФС : ЭС = 1 : 5, получен концентрат состава (вес. %): Р
2
О
5общ.
–
26,20; СаО
общ.
– 38,25; СО
2
– 2,80; СаО : Р
2
О
5
= 1,46. При этом выход Р
2
О
5
в
концентрат – 100%.
3. Проведен теоретический анализ регенерации из НАКР с применением
диаграммы растворимости 4-х компонентной системы Ca(NO
3
)
2
- NH
4
NO
3
-
C
2
H
5
OH - H
2
O, в результате чего рассчитан процесс регенерации спирта и
определен интервал варьирования технологических параметров с учетом
состава исходных водно-спиртовых растворов и конечных продуктов. Изучена
кинетика перегонки ЭС из НАКР в зависимости от температуры и давления.
Применение вакуума с давлением 0,3 атм. обеспечивает перегонку ЭС за
короткое время (60 минут при 80
о
С). При регенерации ЭС из раствора нитрата
кальция, являющегося побочным продуктом азотнокислотного обогащения
фосфоритов ЦК, степень возврата ЭС в цикл достигает 98-99%. После отгонки
получен нитратноаммонийно-кальциевый раствор (НАКР), содержащий 50%
Ca(NO
3
)
2
и 3% NH
4
NO
3
.
4. Изучены физико-химические свойства исходного и продукционного
НАКР в зависимости от концентрации Ca(NO
3
)
2
и NH
4
NO
3
. Показано, что в

интервале концентраций НАКР 53,02-65,71% температура их кристаллизации
находится в пределах (-75)÷12,0
°
С, что позволяет их применять в весенне
летнее время в качестве жидких азотнокальциевых удобрений. НАКР обладает
хорошими реологическими свойствами. НАКР был переработан в
гранулированную кальциевую селитру. Для улучшения свойств последнего в
49
качестве
добавки
использовались
бентонитовые
глины
различных
месторождений. В продуктах, получаемых при соотношении Ca(NO
3
)
2
:
бентонит = 100 : 6 содержание азота находится в пределах 14,49-14,69%.
Определены физико-химические свойства полученных продуктов. Изучены
конверсия нитрата кальция НАКР в NН
4
NO
3
и CaСО
3
с помощью карбоната
аммония. Полученные результаты позволили предложить в качестве
оптимальных
условий
проведения
процесса
конверсии следующи:
концентрация раствора нитрата кальция – 37%, норма карбоната аммония –
120% от стехиометрии, температура конверсии - 70
°
С, продолжительность
перемешивания – 120 мин. При этом достигается максимальная степень
конверсии нитрата кальция – 99,94%, а концентрация раствора нитрата
аммония – 45%.
5. Разработанная технология обогащения Кызылкумских фосфоритов
азотной кислотой в пристутствии этанола прошла апробацию на модельной
лабораторной установке и опытной установке АО «Самаркандкимё» с
выпуском опытной партии химически обогащенного фосфоконцентрата.
Составлен материальный баланс процесса, предложена технологическая схема
обогащения. Схема включает в себя стадии разложения сырья азотной
кислотой,
репульпации
нитрокальцийфосфатной
пульпы
оборотным
спиртовым раствором нитрата кальция, нейтрализации суспензии аммиаком,
двухкратной промывки влажного фосфоконцентрата циркулирующим
раствором нитрата кальция и спиртом, а также сушки готового продукта.
6. Найдены оптимальные условия по получению ЭФК из химически
обогащенного фосфоконцентрата с содержанием 26,20% Р
2
О
5
в дигидратном
режиме: норма Н
2
SO
4
– 103%; концентрация оборотной ЭФК – 15% Р
2
О
5
и
соотношение Ж : Т = 3 : 1. При этом К
разл.
= 98,73%; К
отм.
= 98,57%, К
вых.
=
92,87%, скорость фильтрации 1312 кг/м
2
·час, а концентрация фосфорной
кислоты 20,19% Р
2
О
5
. В высущенном фосфогипсе содержание СаО
общ.
; SO
3общ.
;
Р
2
О
5общ.
и Р
2
О
5водн.
составляет соответственно 31,21; 43,23; 1,43 и 0,27%. Изучен
процесс получения сложно-смешанных PK- и NPK-удобрений в широком
диапазоне соотношений питательных компонентов путем смешения влажного
фосфоконцентрата, кристаллического хлорида калия и аммиачной селитры.
Разработана блок-схема комплексной переработки фосфоритов ЦК с помощью
HNO
3
.
7. Произведен экономический расчет производств МОФК и химически
обогащенного фосфоконцентрата и аммофоса на их основе на базе
переработки 1000 тонн фосфоритной руды Кызылкума. Показано, что полная
заводская себестоимость одной тонны МОФК составляет 206155 сум, а

химически обогащенного фосфоконцентрата 149657 сум, что на 56498 сум
дешевле. При термическом обогащении 1000 тонн фосфоритной руды
получается 433,94 т МОФК, а при химическом обогащении – 668 т
фосфоконцентрата. Из них производится 235,1 и 361,8 т аммофоса
соответственно на сумму 258255469 и 397434406 сум. То есть дополнительно
производится продукт на сумму 139 млн. 179 тыс. сум.
50
SCIENTIFIC COUNCIL ON AWARDING OF SCIENTIFIC DEGREE OF
DOCTOR OF SCIENCES 14.07.2016.K/T.14.01 AT INSTITUTE OF
GENERAL AND INORGANIC CHEMISTRY, RESEARCH CENTER OF
CHEMISTRY AND PHYSICS OF POLYMERS, TASHKENT
CHEMICAL-TECHNOLOGICAL INSTITUTE AND TASHKENT STATE
TECHNICAL UNIVERSITY
INSTITUTE OF GENERAL AND INORGANIC CHEMISTRY
DEHKANOV ZULFIKAHAR
DEVELOPMENT OF NITRIC ACID BENEFICATION TECHNOLOGY OF
PHOSPHORITE FROM CENTRAL KYZYLKUM IN PRESENCE OF
ETHANOL
02.00.13 – Technology of inorganic substances and materials on their basis
(technical sciences)
ABSTRACT OF DOCTORAL DISSERTATION

Tashkent – 2016 year
51

52
INTRODUCTION (annotation of doctoral dissertation)
Actually and relevance of the subject of dissertation. Rational application of
mineral fertilizer is the main factor for growing high and qualitative yield of
agriculture plant. Therefore, optimal prevention of agriculture by mineral fertilizer

is one of the topicality issues.
The chemical industry in the country after independence, modernization,
technical and technological renovation, special attention is given to provide it with a
strong base, in particular, by the government on the development of phosphate raw
material reserves and local Jeroen-Sardara field step-by-step commissioning
program in exploitation. As a result, Kyzylkum phosphorite complex with annual
production capacity of 400 thousand tons of products was invaded to reduce import
of the raw materials and after implementation of second stage with annual capacity
of 716 thousand tons of phosphate concentrate can be stopped complete buy of this
product form abroad.
At present, the world the special attention is given to the development of new
methods of low-grade benefication, in research carried out in this regard, nitric acid
and organic solvents on the basis of high-quality phosphate concentrate production
technology is one of the most important tasks. When development low-grade
phosphorite benefication by nitric acid in presence of organic solvents, should be
based a number, including relevant scientific solutions in the following areas:
development of effective ways of chemical benefication of raw phosphate; finding
optimal condition process of leaching calcium nitrate, formed during the
benefication of high calcareous phosphorite by nitric acid in presence of organic
solvents; development of phosphoric fertilizer technology based on quality chemical
benefication of phosphorite concentrate. Thesis topic is explained by the
implementation of the scientific research in this area.
This dissertation research is to a certain extent the tasks provided for in the
decree, and decrees of the President of the Republic of Uzbekistan No PD-4707 on
March 4, 2015 «On programme for measures of structural reforms, modernization
and diversification of production in 2015-2019» and the resolution of the Cabinet of
Ministers No 8 on January 22, 2015 «On additional measures to reduce production
costs and reduce production prime cost in the industry», as well as other regulatory
legal instruments adopted in this area.
Compliance of the research with priority areas of science and technological
development of the Republic of Uzbekistan. The dissertation was performed in
accordance with the priority areas of science and technology of the Republic VII.
«Chemical and Nanotechnologies».
The review of international research studies on the subject of the dissertation.
The scientific studies, that directed to the enrichment of phosphate raw materials
and processing phosphoconcentrate in mineral fertilizers are conducted at leading
research centers and research institutions of the world, in particular the Florida
Industrial and Phosphate Research Institute (USA), Engineering Dobersek GmbH
(Germany), Fertilizer Research Institute (Poland) , The Chemical Society of Japan
(Japan), University of Science and Technology
53
(China), Department of Chemistry (India), Department of Chemical Engineering
(Jordan); in research institutes for Fertilizers and Pest Control (Russia), General and
Inorganic Chemistry (Uzbekistan).
As a result of investigations concerning the development of the flotation, acid

and thermal ways of beneficiation of phosphate raw materials and improvements
received a number of research results, including the enrichment of apatite ore used
flotation method in which a phosphate mineral is separated from the impurity
minerals using saponified mixture comprising tall oil, secondary oil tar, oxidized
petrolatum and technical fatty acids (Florida Industrial and Phosphate Research
Institute, USA, Research Institute for fertilizers and Pest Control, Russia);
enrichment carbonate phosphorite ores designed thermal process in which the
phosphate ore is calcined at 950ºC then calcined material was treated with water to
slaking of the free calcium oxide with the formation of milk of lime to be removed
from the concentrate, resulting in increased phosphorus content (Department of
Chemical Engineering, Jordan, Engineering Dobersek GmbH, Germany); also it
was developed that flotation beneficiation approach in which the carbonate minerals
off raw material of phosphate extracted by organic flotation reagent (University of
Science and Technology, China).
In the world of apatite and phosphorite ores enrichment in various ways for a
number of priority areas of research are carried out, including on the development
of chemical methods of raw phosphate (using nitric, hydrochloric and phosphoric
acids); the creation of novel flotation reagents used in the flotation of phosphate
rock; the study of leaching of calcium salts resulting from the enrichment of
carbonate rock phosphate by inorganic acids in the presence of organic solvents;
further improving the thermal enrichment of carbonate phosphate raw materials;
development of innovation technologies for processing of phosphorite concentrate
in mineral fertilizers.
The level of knowledge of the problem. In scientific literature, there are
materials on flotation and chemical enrichment of the CK phosphorite (Nabiyev
M.N., Boyko V.S., Karmyshev V.F., Amirova A.M., Madalieva S.H., Pyagay A.G., ,
Namazov Sh.S., Beglov B.M.). However, Kyzylkum phosphorite, along with a high
degree of carbonation characterized by thin intergrowth of phosphate mineral with
calcite, so some attempts to enrich them with the flotation have not led to positive
results. Numerous attempts have been made to enrich Kyzylkum phosphate raw by
chemical techniques using dilute solutions of nitric acid and hydrochloric acid,
solutions of calcium nitrate and magnesium nitrate, allowing to increase the content
of P
2
O
5
in the phosphate concentrate, as well as simultaneous reducing calcium
modulus to the desired value. Their main drawback is the strong foaming, a large
amount of dilute solutions formation and P
2
O
5
losses with them as a 100%
extraction selectivity of carbonates can not be achieved.
It is presented that interest the use of dilute solutions of organic acids such as
formic and acetic acid as a solvent of calcium oxide from thermo concentrate and
carbonates of phosphate raw materials of the CK, which hardly decompose
phosphate mineral of raw materials (Namazov Sh.S., Beglov B.M., Seytnazarov
A.R.). However, acetic and formic acid is produced in our in small capacity, and
54
they are clearly not enough for large-scale production of phosphate concentrate.
Second, there is the formation of large volumes of dilute solutions of acetate and
calcium formate, which must somehow recycle. In addition, organic acids are very

expensive.
In our conditions, the most realistic way of chemical processing of phosphate
rock of the CK is the use of nitric acid followed by leaching calcium nitrate with an
organic solvent - ethanol. The peculiarity of this method is simplicity of
regeneration scheme of the consumable reagent - ethanol and returning it into the
production cycle, thereby obtaining concentrated calcium nitrate solution is easily
processed into the desired product. To prevent loss of P
2
O
5
in the liquid phase prior
to separation of the pulp is neutralized with ammonia; resulting soluble phosphorus
transfers into dicalcium phosphate that remains in the phosphoconcentrate. The
main selection criteria of HNO
3
as a reagent are: accessibility, availability of cheap
raw materials base and the direct demands for calcium nitrate in agriculture. In the
literature there is no information on enrichment carbonate phosphate with nitric
acid, followed by leaching of calcium nitrate with ethanol.
Connection of the thesis research with the thematic plans of research scientific
work. The dissertation research was carried out within the framework of the plan of
scientific research innovation project of the Institute of General and Inorganic
Chemistry, Uzbek Academy of Sciences: FA-2I-TO8 «Development and
implementation of technology of phosphorus-potassium and nitrogen-phosphorus
potassium fertilizers on the basis of nitric acid processing phosphorite Central
Kyzylkum and chloride potassium» (2011-2012), scientific and technical grant: FA
A12-T171 «Development of effective resource-saving technology of the chemical
enrichment of the Central Kyzylkum phosphorite and obtaining highly concentrated
phosphate fertilizers» (2012-2014).
The research objective is study Kyzylkum phosphorite enrichment by nitric
acid in the presence of ethanol, followed by the processing of phosphorite
concentrate in phosphorus compound fertilizers and calcium nitrate in the liquid and
solid nitrogen-calcium nitrate.
The following research tasks have been formulated in order to achieve this
objective:
study of the chemical enrichment of the carbonate phosphorite of CK with
nitric acid, subsequent by leaching of the resulting calcium nitrate using of ethanol
depending on the norm of acid and the weight ratio of phosphorite to ethanol;
investigation of ammoniation process of nitrogen-calcium-phosphate alcoholic
slurry in order to prevent loss of P
2
O
5
in the calcium nitrate solution; study of the
solubility diagrams of 4 fourfold component system of Ca(NO
3
)
2
- NH
4
NO
3
-
C
2
H
5
OH - H
2
O, consisting of 3 triple: Ca(NO
3
)
2
- C
2
H
5
OH - H
2
O; NH
4
NO
3
-
C
2
H
5
OH - H
2
O; Ca(NO
3
)
2
- NH
4
NO
3
- H
2
O and 3 triple binary systems of Ca(NO
3
)
2
- H
2
O; NH
4
NO
3
- H
2
O and C
2
H
5
OH - H
2
O, justifying the process of extraction of
calcium and ammonium nitrate off nitrogen-calcium-phosphate slurry produced
during nitric acid enrichment of high carbonate phosphorite of CK with ethanol in a
wide temperature and concentration range;
55
study of nitrogen-calcium-phosphate alcoholic slurry separation process into

liquid and solid phases;
regeneration of the organic solvent - ethanol in order to return it into the cycle
and study of physicochemical properties of the concentrated solution of calcium
nitrate that is a by-product of the nitric acid concentration;
study of processing of calcium nitrate solution into a liquid and a solid calcium
nitrate;
finding optimal conditions for the conversion of calcium nitrate into NH
4
NO
3
and CaCO
3
using CO
2
and NH
3
;
study of processing of chemically enriched phosphoconcentrate in wet
processing phosphoric acid (WPA);
study processes of PK- and NPK-fertilizer by mixing chemically enriched
phosphoconcentrate with ammonium nitrate and potassium chloride; working out
regimes of nitric acid beneficiation of CK phosphorite on pilot plant of JSC
«Samarkandkimyo» with the subsequent processing phosphoconcentrate in PK- and
NPK-fertilizer and agrochemical tests of novel types of fertilizer;
technical and economic estimate of the reasonability of the production
organization of chemically enriched phosphoconcentrate.
The objects of the research include phosphorites of CK, nitric acid, ethanol,
ammonia, calcium nitrate, ammonium nitrate, calcium carbonate, chemically
enriched phosphoconcentrate, WPA, and PK- NPK-fertilizer.
The subject of the research is processes of nitric acid beneficiation of high
calcareous phosphorite of CK subsequent leaching calcium nitrate from the process
system and the processing of chemically enriched phosphoconcentrate in WPA and
complex fertilizers and calcium nitrate that is a by-product of the nitric acid
benefication in the desired products.
Research methods. In the dissertation, chemical and physico-chemical,
including X-rey, and thermal gravimetric visual-polythermal methods of analysis
were applied.
The scientific novelty of the thesis research is as follows:
for the first time there have been obtained the new data on the chemical
enrichment of the CK phosphorite with nitric acid followed by leaching of the
resulting calcium nitrate by ethanol solution, depending on the norm of acid and the
ratio of phosphorite to ethanol;
it has been established that ammoniation of nitrogen-calcium-phosphate slurry
to pH = 3 that allows to completely prevent the loss of P
2
O
5
in the liquid phase;
solubility diagram studied 4 fourfold component system of Ca(NO
3
)
2
- NH
4
NO
3
-
C
2
H
5
OH - H
2
O, consisting of 3 triple: Ca(NO
3
)
2
- C
2
H
5
OH - H
2
O; NH
4
NO
3
-
C
2
H
5
OH - H
2
O; Ca(NO
3
)
2
- NH
4
NO
3
- H
2
O and 3 triple binary systems of Ca(NO
3
)
2
- H
2
O; NH
4
NO
3
- H
2
O and C
2
H
5
OH - H
2
O, result in which minimum amount of
ethanol were defined, depending on the technological parameters of the nitric acid
benefication of carbonate containing phosphorite;
56

there have been defined the physicochemical properties nitrogen-ammonium
calcium solution and in case the addition of bentonite to the solution can be
obtained a granulated calcium nitrate with improved properties;
there been found the optimum conditions of the conversion of calcium nitrate
that is a by-product of the nitric acid benefication of CK phosphorite in NH
4
NO
3
and
CaCO
3
using CO
2
and NH
3
;
there been developed the technology for processing of chemically enriched
phosphoconcentrate in WPA, PK- and NPK-fertilizer.
The practical results of the study are as follows:
there has been developed the technology for nitric acid benefication of
calcareous phosphate raw of CK in presence of ethanol allowing to remove off raw
СаO and СО
2
ballast and thereby can be reduced considerably amount of sulfuric
acid, using for processing the phosphorite in WPA;
there has been regenerated the ethanol in according to scheme, and the
resulting concentrated solution of Ca(NO
3
)
2
is easily processed into liquid and solid
nitrate. This HNO
3
used double-sided: as a source of active hydrogen ion for the
extraction of carbonates from raw material and as a nitrogen carrier that is a useful
part of the liquid and solid fertilizer;
there has been developed the flowsheet and material balance of production of
chemically enriched phosphoconcentrate and on the its basis of WPA, PK-, NPK
fertilizers. Enrichment technology has been tested on a pilot plant of the JSC
«Samarkandkimyo» with the yield of an experimental batch of phosphorite
concentrate and agrochemical tests of PK- and NPK-fertilizer have been conducted.
The reliability of the obtained results is chemical (analytical chemistry) and
physicochemical analysis techniques (X-ray, visual polythermal) confirmed by test
in experimental-industrial equipments.
Theoretical and practical signification of the research findings. Theoretical
significance of the research is to establish a scientific basis for the technology of
selective extraction of carbonates from phosphorite of CK by nitric acid in the
presence of ethanol using solubility diagrams of 4 fourfold component system of
Ca(NO
3
)
2
- NH
4
NO
3
- C
2
H
5
OH - H
2
O. Ethanol regeneration from the alcoholic
suspension of Ca(NO
3
)
2
. Study of physical and chemical properties of the
concentrated solution of Ca(NO
3
)
2
and obtaining from it liquid and solid fertilizer.
Finding the optimal conditions for the conversion of Ca(NO
3
)
2
in NH
4
NO
3
and
CaCO
3
. Obtaining WPA, PK- and NPK-fertilizer based on chemically enriched
phosphoconcentrate.
The practical significance of the work lies in the selective extraction of
carbonates off phosphorite with nitric acid in the presence of ethanol that can
sharply reduce the consumption of sulfuric acid going to processing of phosphorite
in phosphoric acid. As a by-product of the nitric acid benefication is obtained of
calcium nitrate solution that is physiologically alkaline fertilizers, so necessary for
cotton, especially in saline soils. Chemically enriched phosphoconcentrate can be
served not only as a raw material for sulfuric acid extraction, but also a good
ingredient for the preparation of various types of compound-mixed granular

57
fertilizer, because of the increased content of relative acceptable form of
phosphorus.
Implementation of the research findings. Based on findings on development of
phosphorite from CK benefication technology by nitric acid in presence of ethanol,
processing calcium nitrate and phosphorite concentrate o solid nitrogen calcium and
complex fertilizer:
on the way to the enrichment of CK phosphorite by nitric acid in the presence
of ethanol, patent was received by Agent of intellectual broperty of the Republic of
Uzbekistan (№IAP 04973 «Method of enrichment high calcareous phosphorite»).
The result reduction of calcium module reaches from 2.84 to 1.5-1.7 at which there
is the possibility of highly rare sulfuric acid reduction by 30%;
the technology of enrichment of the CK phosphorite by nitric acid in presence
of ethanol was tested in a pilot plant of the JSC «Samarkandkimyo» and produced
high quality phosphate raw material (The reference of «Uzkimyosanoat» from July
14, 2016 №03-2342/14). Implementation of these data results for practice allows to
reduce cost price of the phosphoconcentrate as compared to the cost of washed and
calcinated phosphoconcentrate in 1.4 times.
Approbation of the work. The study results were presented at international and
national scientific conferences: «Modern equipment and technology of mining and
metallurgical industry and their development» (Navoi, 2010; 2013); «Developing
an effective technology of mineral fertilizer and the agrochemicals of new
generation and their application in practice» (Tashkent, 2010); Young scientists’
«Innovation technology for manufacture» (Tashkent, 2010); «Prospects for the
development of engineering and technology and the achievement of the mining
industry in the years of independence of the Republic of Uzbekistan» (Navoi, 2011);
«Modern technologies and innovations mining industry» (Navoi, 2012); «The state
and prospects of innovative developments in the field of inorganic materials
technologies and chemicalization in agricultural production» (Tashkent, 2013);
«Actual problems of analytical chemistry» IV-Republic scientific –practical
conference (Termiz, 2014); «Prospects for science and production of chemical
engineering in Uzbekistan» (Navoi, 2014); «Physical chemistry and Technology of
Inorganic Materials» (Moscow, 2014); VIII-International scientific-technical
conference «Achievements, Challenges and the modern trends of development»
(Navoi, 2015); «The Sixth International Conference on Eurasian scientific
development» (Vienna, 2015); at a Scientific seminar of the Scientific concil
14.07.2016.K/T.14.01 under the Instirute of General and Inorganik Chemistry, the
Scintific and technical center of polymer chemistry and physics, the Tashkent
chemical-technological Institute and the Tashkent State Technical University on
September 14, 2016.
Publication of findings. According to the thesis topic 31 scientific papers were
published. Of these, 13 scientific papers, including 11 national and 2 international
journals recommended by the Higher Attestation Commission of the Republic of
Uzbekistan for the publication of basic scientific results of doctoral dissertations

and 1 patent of Uzbekistan was received.
58
The structure and scope of the dissertation. Structure of the dissertation
consists of an introduction, four chapters, conclusions, list of references,
applications. The volume of the dissertation is 193 pages.
THE BASIC CONTENTS OF THE DISSERTATION
The introduction substantiates the urgency of the work, states the purpose and
objectives of research. It was presented the correspondence of the research for the
priority areas of science and technology advance of the Republic of Uzbekistan.
Scientific novelty and practical results of the study are stated, the scientific and
practical significance of the results, practical application of research results,
information on published studies and dissertation structure are revealed.
First chapter “The enrichment of phosphate raw materials” of the thesis
describes methods of flotation, thermal and chemical benefication of phosphate raw
materials of various kinds. The characteristic of the Central Kyzylkum phosphorite
and alternative thermal processes for their enrichment are given. The purpose and
objectives of the present work were formulated analyzing complex research on the
enrichment of phosphate raw materials.
The second chapter «Studies of the process of extraction of calcium nitrate and
ammonium nitrate from nitrogen-calcium-phosphate slurry produced during nitric
acid enrichment of high calcareous phosphorite in the presence of ethanol» of the
thesis refers to the study of chemical benefication of phosphorite of CK. To leach
carbonates from phosphorite CK 57.87% of HNO
3
and technical ethyl alcohol (EA)
containing 96% concentration were used. To enrich the CK phosphorite were taken
different brands (phosphorite flour - OPF three grades and mineralized mass - MM,
waste production of WCPC on KPC). Their characteristics are summarized in
Table. 1.
The norm of HNO
3
was taken based on decomposition of CaO in the
phosphate raw (PR). The main raw materials in phosphate raw are fluorine
carbonate-apatite and calcium carbonate. When treatment with nitric acid the
following reactions:
CaCO
3
+ 2HNO
3
→
Ca(NO
3
)
2
+ H
2
O + CO
2
Ca
5
F(PO
4
)
3
+ 10HNO
3
→
3H
3
PO
4
+ 5Ca(NO
3
)
2
+ HF
Table 1
Initial phosphate raw characteristic
Samples
number
Type of
phosph
or orite
Содержание компонентов, вес. %
P
2
O
5acc.
: P
2
O
5tot.
by citric acid, %
СаО :
Р
2
О
5
Р
2
О
5tot.
СаО
tot.
СО
2
1
OPF
16.60
47.13
17.23
10.20
2.84
2
OPF
17.52
47.53
15.23
17.68
2.71

3
OPF
18.70
47.80
15.30
18.49
2.56
4
ММ
15.06
44.27
14.11
9.10
2.94
If the amount of nitric acid is less than Stoichiometric one, the reaction takes
place as follow:
2Ca
5
F(PO
4
)
3
+ 14HNO
3
→
3Са(H
2
PO
4
)
2
+ 7Ca(NO
3
)
2
+ 2HF
59
In order to prevent loss of P
2
O
5
in the liquid phase, before the divide nitrogen
calcium-phosphate alcoholic suspension (NCPA) into liquid and solid phases, it is
proposed the suspension ammoniated with ammonia to pH = 3. The ammoniation
process interaction between the calcium nitrate and calcium monophosphate with
NH
3
is occurred, thereby it is formed that dicalcium phosphate and ammonium
nitrate by the reaction:
Ca(H
2
PO
4
)
2
+ Ca(NO
3
)
2
+ 2NH
3
= 2CaHPO
4
+ 2NH
4
NO
3
Thus, generated CaHPO
4
precipitates and the result all phosphorus remains in
the phosphoconcentrate. It is appeared that possibility to use for enriching much
higher norm of HNO
3
and thereby significantly reduce the value of the unit of
calcium modulus in the phosphate materials. The lower CaO: P
2
O
5
in the enriched
phosphorite, the smaller required sulfuric acid reagent during its extraction and the
smaller the amount of phosphogypsum is threw out into the spoil.
On the basis of the solubility diagrams 4 fourfold component system of
Ca(NO
3
)
2
- NH
4
NO
3
- C
2
H
5
OH - H
2
O, consisting of 3 triple: Ca(NO
3
)
2
- C
2
H
5
OH -
H
2
O; NH
4
NO
3
- C
2
H
5
OH - H
2
O; Ca(NO
3
)
2
- NH
4
NO
3
- H
2
O and 3 triple binary
systems of Ca(NO
3
)
2
- H
2
O; NH
4
NO
3
- H
2
O and C
2
H
5
OH - H
2
O, was explained by
the process of extraction of calcium nitrate and ammonium nitrate from nitrogen
calcium phosphate slurry produced during nitric acid benefication of high
calcareous phosphorite of CK by ethanol in a wide temperature and concentration
range (Figure 1.).
In polytermic charts of solubility can be concluded that the components of
these systems have a salting-out effect on each other. In the studied temperature and
concentration intervals of novel chemical compounds systems are not formed, the
system includes a simple evtonic type. On the basis of the results identified the main
technological parameters of the process of enrichment of carbonate containing
phosphorite of CK by nitric acid followed by leaching calcium nitrate from
nitrogen-calcium phosphate slurry by ethyl alcohol.
Based on the found technological parameters investigated the process nitric
acid benefication of phosphorite from CK in the presence of EA. Norm of the acid
was ranged from 30-60% stoichiometry on decomposition of CaO in the raw
material. However, because different phosphate raw CO
2
content differs from each
other and the norm of nitric acid on decomposition of CaCO
3
in the raw material (at
the same norm for acid decomposition of CaO in the raw material) for each raw
material differ from each other. Treatment of PR by nitric acid was carried out for

20-30 min. The temperature of the reaction mass is 40°C. After the decomposition
of phosphate rock with nitric acid obtained nitrogen-calcium-phosphate slurry is of
viscous consistency. The pulp was repulped by EA at various weight ratios of PR:
EA = 1: (3 ÷ 10) and stirred for 3-4 minutes after which the contents were separated
into liquid and solid
phases by filtration under vacuum. Then moist
phosphoconcentrate was washed clean EA at a ratio of PR: EA = 1: 2. Wet cake
dried at 100°C. The dried cake and the filtrate was subjected to chemical analysis
by well known techniques. The results are summarized in Fig. 2-4. The overall
picture of the results of enrichment of different types of phosphate rock with nitric
acid is similar.
60
80
а
2
С
40
50
60
70
7
I
80
С
1
C
2
H
5
O
H
90
s
3
K

СаО : Р
2
О
5
3,0
70
60
56,31
2,7
30
5
70
7
70I
40°C
а
1
2,5
52,67
48,70
20
S
2
7
70
2,3
2,0
40,99 1,5
10
а
3
10203040
b
1
50 s
2
NH
4
NO
3
Са(NO
С
3
)
2
30
40
10
20
10
в
3
s
s
1
3
70I
3
70II
3
70
С
2
50
60
70
80
в
1
в
2
5855
50
20
30
1
40
50
С
3
3
2I
60
70
80
90
В
H
2
O
Fig. 1. Diagram solubility of Ca(NO
3
)
2
- NH
4
NO
3
- C
2
H
5
OH - H
2
O in the process of
extraction of calcium and ammonium nitrates and evaporation of extract.

61
They differ among themselves only in the absolute value of the content of
components in the phosphoconcentrate. The higher the norm of acid, the lower is the
CO
2
content and the higher is the content of P
2
O
5
in the phosphoconcentrate. For the
three brands OPF at enrichment by nitric acid phosphorite concentrate generated,
which in composition differ themself. So, if OPF with composition of 16.60% P
2
O
5
;
47.13% CaO; 17.23% of CO
2
; CaO: P
2
O
5
= 2.84 is enriched by nitric acid
compliance with its norms of 30-45% of the stoichiometry on the decomposition of
CaO in the raw materials and the ratio of PR: EA from 1: 3 to 1: 10 P
2
O
5tot.
content
in the phosphoconcentrate increases from 16.60% starting from 21.62 to 23.74%
(Fig. 3-a), CO
2
content is reduced to 17.23% from the initial 7.62 to 4.26%. The
degree of phosphate raw material decarbonation increases from 60 to 82% (Fig.
2-a). The calcium module is reduced from the original 2.84 from 1.95 to 1.60. The
weight ratio of PR: EA very little effect on the content of P
2
O
5
in the
phosphoconcentrate. For example, with increasing number EA i.e. with the change
of the ratio of PR: EA from 1: 3 to 1: 10 P
2
O
5
content in the phosphoconcentrate
increases just from 21.62 to 21.85; from 21.89 to 22.13; from 22.19 to 22.69 and
23.25 from 23.74% respectively to standards for HNO
3
- 30, 35, 40 and 45%.
Calcium module respectively varies from 1.95 to 1.89; from 1.88 to 1.82; from 1.79
to 1.71 and from 1.67 to 1.60. In processing this phosphorite flour by 30% norm of
nitric acid phosphate mineral is not decomposed, but 35-45% of nitric acid of
stoichiometry P
2
O
5
transition is occurred into the liquid phase and depending on the
ratio of PR: EA is 0.55-8.69% (Fig. 4-a). In case 50% norm of HNO
3
and the ratio
of PR: EA = 1 : 5, this transition is already 21.05%. That is, the yield of P
2
O
5
in the
phosphoconcentrate decreased from 99.45 to 78.95%. This circumstance is
explained that decarbonization of phosphate raw material in nitric acid along with
calcium carbonate, as well as phosphate mineral is decomposed to form water
soluble calcium monophosphate which, together with calcium nitrate passes into the
liquid phase. Studies on enrichment OPF containing 17.52% P
2
O
5
by its
decarbonization in nitric acid show that normal acid is 40% (100% norm for CaCO
3
decomposition), and the ratio of PR: EA = 1: 5 in the obtained phosphoconcentrate
(wt. %). P
2
O
5tot
24.20; P
2
O
5acc
. by citric acid 17.71; P
2
O
5acc
. by Trilon B 12.20;
CaO
tot
. 39.67; CaO
acc
. 28.66; CaO
wat-sol
. 3.84; N 0.65; CaO: P
2
O
5
= 1.64, with a
degree of decarbonization of raw materials is 82.5%. P
2
O
5
output in the
phosphoconcentrate is 94.75%.
Although increasing the norm of nitric acid to 44% of stoichiometry improves
the quality indicators of phosphoconcentrate (low calcium modulus), but leads to
decrease of P
2
O
5
output in the phosphoconcentrate to 89.91% due to the increase of
its transition into a liquid phase (10.09%). It is found that during the decomposition
of the OPF at the norm of 48% for CaO, or 120% norm for CaCO
3
of nitric acid and
the ratio of PR: EA -1: 5 in the liquid phase passes to 12.51% P
2
O
5
in the form of
calcium monophosphate, which reduces the yield and content of P
2
O
5
in the

phosphoconcentrate.
When the OPF enrichment composition (wt.%): 18.70 P
2
O
5
; 47.8 CaO; 15.3
CO
2
and CaO: P
2
O
5
= 2.56 by nitric acid at a ratio of PR: EA = 1: 5, phosphorite
62
85
80
а)
45%
b)
48%
95
Decarbonization degree,
%
30%
40%
75
70
35%
90
Decarbonization degree,
%
32%
44%
85
40%
80
65
75
60
1:3 1:4 1:5 1:7 1:10 70
36% HNO
3
Weight ratio of PR : EA
80
c)
40%
1:3 1:4 1:5 1:7 1:10 Weight ratio of PR : EA
d)
90
Decarbonization degree,
%
32% 85
45%
78
36%
Decarbonization degree,
%
30%
80
75
76
70
HNO
3
65
74
60

72
1:3 1:4 1:5 1:7 1:10 Weight ratio of PR : EA
40%
35%
1:3 1:4 1:5 1:7 1:10 Weight ratio of PR : EA
Fig. 2. Degree of decarbonization of phosphate raw materials, depending on the ratio of PR: EA and norm
of HNO
3
: a) the OPF - (16.60% P
2
O
5
); b) The OPF - (17.52% P
2
O
5
); c) The OPF - (18.7% P
2
O
5
) d) MM -
(15.06% P
2
O
5
).
Р О
2 5
content in
phos-te, %
24,0 23,5 23,0
22,5 22,0 21,5
21,0
а)
30% 35% 40%
45%
HNO
3
Р О
2 5
content in
phos-te, %
24,5 24,0 23,5
23,0 22,5 22,0
21,5
b)
32% 36% 40%
44% 48%
HNO
3
1:3 1:4 1:5 1:7 1:10 Weight ratio of PR : EA
1:3 1:4 1:5 1:7 1:10 Weight ratio of PR : EA
26,5
c)
21,5
d)
26,0
Р О
2 5
content in phos-te,
%
32% 25,5
Р О
2 5
content in phos-te,
%
30%
21,0
20,5
35%
25,0
24,
5
36
%
40
%
20,
0
19,5
19,0
40
%
45%
24,0
23,5
1:3 1:4 1:5 1:7 1:10 Weight ratio of PR : EA
HNO
3
HNO
3
18,0
18,5
1:3 1:4 1:5 1:7 1:10
Weight ratio of PR : EA
Fig. 3. The content of P
2
O
5
in the phosphoconcentrate, depending on the ratio of PR: EA and norm of
HNO
3
: a) the RPF - (16.60% P
2
O
5
); b) The OPF - (17.52% P
2
O
5
); c) The OPF - (18.7% P
2
O
5
) d) MM -
(15.06% P
2
O
5
).
63
а)
14

Transition degree of Р О
2 5
in the liquid phase,
%
2345678
9
35 %
45 %
13 48 % Transition degree of Р О
2 5
in the liquid phase,
%
23456789
10
36 %
12
1
1:3 1:4 1:5 1:7 1:10
Weight ratio of PR : EA
11
40 %
1
1:3
1:4 1:5 1:7 1:10 Weight ratio of PR : EA
44 % 40 %
12
c)
40 %
Transition degree of Р О
2 5
in the liquid
phase,
%
23456789
10
30 %
Transition degree of Р О
2 5
in the
liquid phase,
%
4567891011 3
36 %
32 %
1
45 % 40 %
35 %

1:3 1:4 1:5
1:7
1:10 Weight ratio of PR : EA
1:3 1:4 1:5 1:7 1:10 Weight ratio of PR : EA
Fig. 4. The degree of transition P
2
O
5
in the liquid phase, depending on the ratio of PR: EA and norm of
HNO
3
: a) the OPF - (16.60% P
2
O
5
); b) The OPF - (17.52% P
2
O
5
); c) The OPF - (18.7% P
2
O
5
) d) MM -
(15.06% P
2
O
5
).
concentrate obtained with the following composition (wt.%) at a norm of 36%
HNO
3
- P
2
O
5tot
. 24.22; P
2
O
5acc
. by citric acid 16,83; P
2
O
5acc
. by Trilon B 12.29;
CaO
tot
. 40.77; CaO
acc
. 29.64; CaO
wat-sol
. 1.50; CaO: P
2
O
5
= 1.68 with a degree of
decarbonization - 77.5%; and at a norm of 40% HNO
3
- P
2
O
5tot
. 26.19; P
2
O
5acc
. by
citric acid 18,88; P
2
O
5acc
. by Trilon B 13.84; CaO
tot
. 39.92; CaO
acc
. 29.47; CaO
wat-sol
.
1.67; CaO: P
2
O
5
= 1.52 with a degree of decarbonization - 79.7% (Figure 2-c.).
Enrichment of MM, which is CK waste by nitric acid, converts it to a conditioned
phosphate raw material. So, HNO
3
compliance standards is 30-45%, and the ratio of
PR: EA from 1 : 3 to 1 : 10 are obtained phosphorite concentrates containing from
18.61 to 21.20% P
2
O
5
, from 38.50 to 41.54% CaO, from 3.01 to 6.80% CO
2
and
calcium module from 1.82 to 2.23. When processing of the raw material with 35-
45% norm of HNO
3
on stoichiometry phosphate mineral is decomposed and P
2
O
5
transition into the liquid phase and depending on the ratio of PR: EA is 0.77-8.81%
(Figure 4 d.). At a norm of HNO
3
- 60% and the ratio of PR: EA = 1 : 5, this value
64
is increased to 24.80%. Increasing the ratio of PR: EA from 1 : 3 to 1 : 10 does not
significantly affect on the composition of the resulting phosphoconcentrate, i.e. the
content of P
2
O
5
in the phosphoconcentrate increases from 18.61 to 18.81% and from
20.50 to 21.20% for HNO
3
norms is 30 and 45%, respectively.
By developing ways of enrichment in order to achieve the fullest leaching of
calcium nitrate from phosphoconcentrate and considerable reduction of EA
consumption for washing, as well as more concentrated alcoholic solution of
calcium nitrate, washing wet phosphoconcentrate proposed to carry out scheme by
counter-simulating industrial washing conditions of phosphogypsum. There has
been estimated that material flow process the preparation of chemically enriched
phosphoconcentrate from OPF containing 17.52% P
2
O
5
.
As it noted that the enrichment of carbonate CK phosphorite by nitric acid has
one major drawback: when extracting calcium carbonate from the phosphate raw
material, though in a lesser degree, partial decomposition its phosphate mineral
occurs to form Ca (H
2
PO
4
)
2
, passing into the liquid phase. This significantly reduces
the yield and content of P
2
O
5
in the concentrate. It is desirable to return it to the
solid phase in order to increase P
2
O
5
content in the phosphoconcentrate. To do this,
before divide nitrogen-calcium-phosphate alcoholic slurry into liquid and solid
phases we subjected it for neutralization with gaseous ammonia to pH = 3. This
soluble phosphorus is recycled in the phosphoconcentrate as dicalcium phosphate.
Phosphate raw materials, suitable to obtain from it WPA by sulfuric acid

extraction, should be met the following requirements: P
2
O
5
content not less than
24.5%, CO
2
no higher than 8%, and the value of the of calcium module (CaO: P
2
O
5
)
not more 1.6. In view of economy acid consumption, its optimum norm for
enrichment process can be considered OPF 50% and the weight ratio of PR: EA =
1: 5. For example, when enrichment OPF containing 17.52% P
2
O
5
; 47.53% CaO;
15.23% CO
2
and CaO: P
2
O
5
= 2.70 (sample 3) with a 50% norm of HNO
3
, pH 3 of
nitrogen-calcium-phosphate slurry and weight ratio of PR: EA equal to 1: 5
obtained concentrate composition (wt.%): P
2
O
5tot
. 26.20; CaO
tot
. 38.25; CO
2
2.80
and CaO: P
2
O
5
= 1.46 (Table 2.). The yield of P
2
O
5
in the concentrate is 100%. As
the value of calcium module it is close to the best phosphate raw materials as
Khibiny apatite concentrate (1.32). The liquid phase of slurry is a solution of
calcium nitrate and EA with a small amount of ammonium nitrate. The alcohol is
easily distilled and returned to the process cycle. After distilling off the alcohol
obtained concentrated nitrogen-ammonium-calcium solution (NACS) containing
50% Ca(NO
3
)
2
and 3% NH
4
NO
3
.
On a basis of found optimal parameters of the enrichment process, we tried to
apply for the enrichment of the OPF and two other types of MM, the compositions
of which are given in the Table. 1. HNO
3
norm for MM is 60% from stoichiometry
on the leach CaO.
Enrichment results are summarized in Table. 2. From this it can be seen that the
enrichment of different types of phosphate rock by nitric acid concentrates obtained
on the composition, which is different. For example, of the OPF with the content of
16.60% P
2
O
5
, 17.23% CO
2
and CaO : P
2
O
5
= 2.84 (sample 1) obtained concentrate,
65
which has 24.66% of P
2
O
5
and CaO : P
2
O
5
= 1.54. From the third OPF sample
containing 18.7% of P
2
O
5
and CaO : P
2
O
5
= 2.60 obtained concentrate that has
26.85% of P
2
O
5
and CaO : P
2
O
5
= 1.59. MM (sample 4) with the content of 15.06%
P
2
O
5
, 14.11% CO
2
and CaO: P
2
O
5
= 2.94 converted into an enriched raw material
with CaO: P
2
O
5
= 1.48 and is quite suitable for sulfuric acid extraction. Table 2
Chemical composition of concentrates from phosphorite of CK
Type of
phosp
hat e
raw
material
Р
2
О
5tot.
conte
nt In the
initial raw,
%
Norm of
HNO
3
for
СаО in raw
of
stoichiometr
y, %
Components content, wt. %
P
2
O
5acc.
:
P
2
O
5tot
by citric
acid, %
СаО :
Р
2
О
5
Р
2
О
5tot.
СаО
tot.
СО
2
OPF
16.60
50
24.66
38.47
3.52
57.95
1.54
OPF
17.52
50
26.20
38.25
2.80
59.88
1.46
OPF
18.70
50
26.83
39.73
2.91
64.85
1.48
ММ
15.06
60
24.21
35.97
2.07
58.44
1.48

However, P
2
O
5
content increased in it from 15.06% to 24.21%. The rheological
properties of ammoniated nitrogen-calcium-phosphate alcoholic slurry and the
process of its separation into liquid and solid phases were studied. The positive
effect on the separation of pulp can be achieved by filtering belt vacuum filter that
effectively applied on KPC when washing microgranular phosphorite flour. It was
estimated that material balance for process.
The third chapter «Investigation of the regeneration process of ethanol from
the extract with generation concentrated solution of calcium nitrate and ammonium
nitrate» of the dissertation dedicates to the regeneration of ethyl alcohol from the
nitrogen-ammonium-calcium solution (NACS) that is a by-product
of phosphorite enrichment of CK and its processing into liquid and solid nitrogen
calcium fertilizer. As above noted, that the enrichment OPF having 17.52% of P
2
O
5
at a norm of HNO
3
- 50%, pH of the slurry and the ratio of OPF : EA = 1 : 5,
phosphoconcentrate was obtained containing 26.2% of P
2
O
5
. The liquid phase of
slurry is a solution of calcium nitrate with small amounts of ammonium nitrate and
EA. The latter is easily distilled off and returned to the production cycle.
Theoretical analysis of alcohol recovery from NACS with using solubility diagrams
of 4-fourfold component system of Ca(NO
3
)
2
- NH
4
NO
3
- C
2
H
5
OH - H
2
O, which
presents results of calculating the alcohol recovery process and determines the
interval of variation of process parameters, taking into account the composition of
the starting water-alcohol solutions and final products.
It was conducted that regeneration of the EA from NACS, in which EA return
degree in a cycle reaches 98-99%. After distillation, NACS was obtained,
containing 50% of Ca(NO
3
)
2
, 3% of NH
4
NO
3
. In this case, when generation of a ton
of the phosphoconcentrate from the OPF with the content of 17.52% P
2
O
5
,
observing the process parameters described above, produced 1.87 ton of NACS, in
which contains 1.35 ton of calcium nitrate tetrahydrate.
The physicochemical properties (rheological properties, vapor pressure,
boiling point and crystallization temperature) of NACS was studied depending on
66
the concentration of Ca(NO
3
)
2
and NH
4
NO
3
. In order to carry out the experiments
NACS were prepared in different concentrations (53.02-84.77% of Ca(NO
3
)
2
and
3.02-4.77% of NH
4
NO
3
) by evaporation of initial solution (50% of Ca(NO
3
)
2
and
3% of NH
4
NO
3
).
Saturation vapor pressure of NACS in the range of 20-40
°
С makes 0.44-6.38
kPa, which gives on low volatility in a hot climate of Central Asia. The
concentration range of 53.02-65.71% the crystallization temperature is in the range
of (-75) ÷ 12.0
°
С that allows being used them in the spring and summer, as the
liquid-NCa fertilizer. In the temperature range 30-90
°
С NACS has a density 1.3873-
1.6377 g/cm
3
and viscosity 2.43-18.85 cps with the indicated concentrations. In case
NACS has good rheological properties. However, more concentrated NACS (67.83-
84.77% of Ca(NO
3
)
2
, 3.83-4.77% of NH
4
NO
3
) before use should be diluted with
water, because crystallization temperature is 29-60°C. As determination of the

density and viscosity of the NACS with a concentration in the range of 69.94-78.43
and 80.54- 84.77%, respectively, at 30-50°C and 30-60°C not be possible due to the
crystallization of Ca(NO
3
)
2
and NH
4
NO
3
from evaporated solution. As results show
that concentration increase of NACS, as well as boiling point is raised. Thus, when
the concentration NACS is of 53.02% (50% of Ca(NO
3
)
2
, 3,02% of NH
4
NO
3
) at
760 mm of mercury column (NTP) its boiling point is 108°C, and at NACS is of
84.77% (80% of Ca(NO
3
)
2
, 4.77% of NH
4
NO
3
), this value rises to 152 °C.
Lowering the pressure lowers the boiling point of solutions. Thus, if the pressure of
760 mm. mercury column, boiling point of 63.6% NACS (60% of Ca(NO
3
)
2
, 3.6%
of NH
4
NO
3
) is 130°C, while the pressure is 460 mm. mercury column it is equal to
112°C.
NACS was treated in granular calcium nitrate. To improve the properties of the
latter is used various bentonite clay as additive. There were have been determined
the commodity properties of the obtained products. It is shown that any addition of
bentonite increases the hydroscopic point and strength of calcium nitrate granules.
So, with the addition of bentonite from Kattakurgan its hygroscopic point increases
from 38.7 to 44.99%, Lagonsk bentonite up to 55.55%, Navbakhor bentonite
grades: PBG - up to 54.99% and PPD - up to 57.07%, while this increases the
strength of granules from 1.98 to 3.45 MPa; up to 4.48 MPa; up to 3.55 MPa and
5.31 MPa, respectively. The nitrogen content of the products is within 14.49-
14.69% (Table. 3).
The addition of bentonite considerable improves the sorption moisture capacity
of calcium nitrate. This is due to the ability of swelling bentonite in water and
retention in interplanar spaces of a large number of solutions containing nutrients as
nitrogen and calcium.
The process of conversion of NACS calcium nitrate in NH
4
NO
3
and CaCO
3
using ammonium carbonate was studied. The results obtained as the optimal
conditions of the conversion process suggest the following: solution concentration
of Ca(NO
3
)
2
is 37%; the norm of ammonium carbonate is 120% of the
stoichiometry conversion, boiling point is 70°C; stirring time is 120 min. The
degree of conversion of Ca(NO
3
)
2
is max 99.94%, and the concentration of the
solution NH
4
NO
3
is 45%.
67
The fourth chapter, «Technology development of nitric acid benefication
phosphorite from Central Kyzylkum in the presence of ethanol and processing
phosphoconcentrate in WPA and complex fertilizer» of dissertation presents results
of testing the chemical enrichment technology of CK phosphorite in the pilot plant,
as well as obtaining of phosphorite concentrate WPA, PK- and NPK
fertilizer.
Table 3
Composition and property of calcium nitrate
Samples number
Weight ratio of
Ca(NO
3
)
2
: bentonite
content, wt. %
Moistu
re, %
Strength ,
МPа
Hydrosco
pic point,
%
СаО
N

1
Ca(NO
3
)
2
27.76
15.58
1.29
1.98
38.7
When addition Kattakurgan bentonite
2
100 : 6
26.51
14.49
1.19
3.45
44.99
When addition Lagonsk bentonite
3
100 : 6
26.97
14.69
1.16
4.48
55.55
When addition Navbakhor bentonite (PBG )
4
100 : 6
26.59
14.57
1.11
3.55
54.99
When addition Navbakhor bentonite (PPD)
5
100 : 6
27.32
14.60
1.03
5.31
57.07
On the aggregated laboratory model install the technology of chemical
processing of phosphorite of CK by nitric acid was worked off in the presence of
ethanol at norm HNO
3
40; 45 and 50% of the stoichiometry for CaO in the raw
material and a weight ratio of PR: EA = 1 : 3 and 1 : 5. It has been shown that the
composition of the obtained samples of phosphoconcentrate in a model setup were
identical to the product obtained in the laboratory conditions. In the pilot plant of
JSC “Samarkandkimyo” tests on enrichment technology of OPF were carried out
with the content (wt.%): P
2
O
5
17.52; CaO 47.53; CO
2
15.23, CaO: P
2
O
5
= 2.7 HNO
3
at norms of 40 and 50%, ratio of PR: EA = 1: 5.
In this case, depending on the norm of HNO
3
phosphoconcentrate’s
composition changed (wt.%): P
2
O
5tot
. from 24.20 to 26.05; P
2
O
5acc
. by citric acid
from 13.68 to 15.89; P
2
O
5
acc. by Trilon B from 9.75 to 11.71; CaO
tot
from 38.55 to
40.31; CO
2
from 2.79 to 3.89; CaO: P
2
O
5
from 1.48 to 1.66. During the tests,
experimental batches of chemically enriched phosphoconcentrate were gained in the
amount of 100 kg for each norm of HNO
3
.
Based on the results of laboratory experiments, laboratory experiments in the
enlarged model installation and pilot plant of JSC «Samarkandkimyo» established
the basic indicators of the technological mode of phosphorite enrichment CK by
nitric acid in the presence of ethanol. The material balance has complied and the
technological scheme of production of chemically enriched phosphoconcentrate has
proposed (Fig. 5). Studies on the production of WPA from chemically enriched
phosphoconcentrate with composition (wt.%): P
2
O
5tot
. 26.20; P
2
O
5acc.
by citric acid,
15.69; P
2
O
5acc
. by Trilon B 11.77; CaO
tot
. 38.25; CaO
acc
. 19.04; CaO
wat-sol
. 2.28; CO
2
2.80; N 1.46; CaO: P
2
O
5
= 1.46 were conducted in dihydrate mode depending on
the norms of H
2
SO
4
(from 100 to 103% of stoichiometry for CaO), the weight ratio
68
of L: S (from 2.5: 1 to 3.5: 1) and concentration of circulating WPA (from 12.0 to
16.9% P
2
O
5
). Results of laboratory experiments show that at the same norm of
H
2
SO
4
and the concentration of WPA an increase of mass ratio of L: S from 2.5: 1 to 3.5: 1

leads to an increase of expansion coefficient (K
exp
.) phosphate rock, washing
coefficient (K
was
.) of phosphogypsum, yield coefficient of P
2
O
5
(K
yei
) and slurry
filtration rate. However, the concentration of productional WPA reduced. Increase
of circulating WPA concentrations independently of H
2
SO
4
norm and ratios of L: S
leads to a reduction of these indicators, while allowing to obtain a more
concentrated WPA for P
2
O
5
.
Based on the data, there were found the optimal conditions for sulfuric acid
extraction of the above composition: the norm of H
2
SO
4
is 103%; the concentration
of circulating WPA is 15% of P
2
O
5
, and the ratio of L: S = 3: 1. In this case K
exp
. =
98.73%; K
was
. = 98.57%, K
yei
. = 92.87%, a filtration rate is 1312 kg / m
2
• hour, and
the concentration of phosphoric acid is 20.19% of P
2
O
5
. Content of CaO
tot
.; SO
3tot
.;
P
2
O
5tot
. and P
2
O
5wat
. is 31.21; 43.23; 1.43 and 0.27%, respectively in the dried
phosphogypsum. Moreover, phosphogypsum is composed of 92% calcium sulfate
dihydrate, and 6.63% of insoluble residue.
Material balance process of producing one tonne of P
2
O
5
in the form of WPA
was estimated. Laboratory studies have shown the fundamental possibility of
generation of WPA and ammophos of chemically enriched phosphorite concentrate
from CK phosphorite with good processing performance.
Chemically enriched phosphoconcentrate is suitable not only for sulfuric acid
extraction, but also for direct application to the soil as phosphate fertilizer. This is
evidenced by the high relative content of acceptable form of P
2
O
5
(60%). In the
initial OPF, the value was 18.5%. This means that at the same time during the
enrichment and activation of phosphate raw materials is taken place. Therefore, the
concentrate can be a good component for the production of compound-mixed
granular fertilizer.
Hence the process of obtaining PK- and NPK-fertilizers was studied with
different ratios of nutrient by wet mixing phosphoconcentrate, potassium chloride
and ammonium nitrate. The amount of initial components taken from this
calculation that the final product ratio of N : P
2
O
5
: K
2
O is from 1 : 0.7 : 0.3 to 1 :
0.7 : 0.6 and 1 : 1 : 0.3 to 1 : 1 : 2. All grads of PK- and NPK-fertilizers contain a
high concentration of nutrients. Thus, PK-fertilizer obtained in the range of weight
ratios P
2
O
5
: K
2
O from 1 : 0.3 to 1 : 2 contain from 14.21 to 23.74% P
2
O
5tot
from
6.96 to 28.01% of K
2
O, P
2
O
5acc
. towards P
2
O
5tot
from 66.34 to 69.66%.
For the ratio of N : P
2
O
5
: K
2
O = 1: 0.7: 0.3 is obtained NPK-fertilizer with
16.52% of N, 11.68% of P
2
O
5
, 4.83% of K
2
O and the amount of nutrients makes
33.03%. The relative content of acceptable P
2
O
5
form in it is 77.99%. When the
ratio of N : P
2
O
5
: K
2
O = 1 : 1 : 0.3 the product contains 13.79% of N, 13.95% of
P
2
O
5
, 4.12% of K
2
O in the amount of P
2
O
5
31.85% and acceptable form of P
2
O
5
is
76.63%. When the ratio of N : P
2
O
5
: K
2
O = 1 : 1 : 1 in the product contained
11.98% of N, 12.01% of P
2
O
5
, 11.92% of K
2
O are in amount 35.91% and
acceptable for plant form of P
2
O
5
is 74.19% of total P
2
O
5
. Granules obtained all
grades of NPK-fertilizer have high strength (from 3.67 to 6.58 MPa).
69

Phosphorite HNO
3
Ethanol
4
7
1
Water
13
Water
2
5
6
3
NH
3
Hot air Water
to pos
8
12 11
to atmosphere
Ethanol
Phosphoconcentrate
to pos 7
9
10
Condensate
8
Vapor
Ca(NO
3
)
2
for
processing
Fig. 5. The basic technological scheme chemical enrichment of the Central Kyzylkum phosphorite by
nitric acid in the presence of ethanol:
1 - tank for phosphorite; 2 - tape measuring; 3 - decomposition reactor; 4 - pressure tank for nitric acid; 5 -
flow meter; 6 - repulpator; 7 - vacuum filter; 8 - receiver of alcoholic solution of calcium nitrate; 9 -
rectification column; 10 – capacity for storage of ethanol; 11 - drum-dryer; 12 - cyclone; 13 - trap for
ethanol.
On the aggregated laboratory setup mode for produce of PK- and NPK
fertilizer was worked out. PK-fertilizer was obtained with a ratio of P
2
O
5
: K
2
O = 1 :
0.5 and NPK-fertilizer with the ratio of N : P
2
O
5
: K
2
O = 1 : 0.7 : 0.5 to 30 kg, the
compositions of which are summarized in the Table. 4. Results agrochemical tests
indicate that PK-and NPK-fertilizer with their properties do not rebate ammophos
and have the same effect on the flow of nutrients into the cotton plant and their
accumulation in the soil.
The results allowed to develop the basic technological scheme on producing
PK-and NPK-fertilizer. Material balance of production of one ton of both PK- and
NPK- fertilizer has complied. Fig. 6 is given a block diagram of complex and non
waste processing of CK phosphorite by nitric acid.

For the approximate determination of the economic efficiency of the
organization of production of chemically enriched phosphoconcentrate made
economic calculation of WCPC and chemically enriched phosphoconcentrate and
ammophos based on them on the basis of processing 1,000 ton of average (17.4% of
P
2
O
5
) phosphorite ore from Kyzylkum.
70
Тable 4
Composition of PK-and NPK fertilizer based on chemically enriched
phosphoconcentrate, potassium chloride and ammonium nitrate
Weight ratioе
Chemical composition, wt. %
Strength,
МPа
N
P
2
O
5tot
К
2
О
СаО
tot.
Р
2
О
5ac
c.
:
Р
2
О
5tot
.
%
Р
2
О
5ac
c.
:
Р
2
О
5tot
.
%
СаО
acc
:
СаО
tot. %
Р
2
О
5
: К
2
О
РК fertilizer
1 : 0.5
-
21.77
10.77
33.81
67.25
47.77
45.25
1.50
N : Р
2
О
5
: К
2
О
NРК fertilizer
1 : 0.7 : 0.5
15.58 11.02
7.74
15.71
76.86
49.64
75.75
5.46
It has been shown that the total manufacturing cost of one ton of WCPC is
206155 sums and chemically enriched phosphoconcentrate is 149657 sums that is
56498 sums cheaper. Thermal enrichment of 1,000 ton of phosphate ore is obtained
WCPC 433.94 ton, and when chemical enrichment is 668 ton of
phosphoconcentrate. Of these, it is made 235.1 and 361.8 ton of ammophos to the
amount of 258 255 469 and 397 434 406 sums, respectively. That is additionally
produced output in the amount 139 million 179 thousand sums.
CONCLUSION
1. Solubility diagram 4 fourfold component system of Ca(NO
3
)
2
- NH
4
NO
3
-
C
2
H
5
OH - H
2
O has been studied, consisting of 3-triple: Ca(NO
3
)
2
- C
2
H
5
OH - H
2
O;
NH
4
NO
3
- C
2
H
5
OH - H
2
O; Ca(NO
3
)
2
- NH
4
NO
3
- H
2
O and 3 triple binary systems of
Ca(NO
3
)
2
- H
2
O; NH
4
NO
3
- H
2
O and C
2
H
5
OH - H
2
O, justifying the process of
extraction of calcium nitrate and ammonium nitrate from nitrogen-calcium
phosphate slurry produced during nitric acid enrichment of phosphorite CK by
ethanol in a wide temperature and concentration range. Diagram allows to define
the range of variation of technological parameters of the extraction process based on
CaO: P
2
O
5
phosphate raw materials and the conditions of its nitric acid
decomposition.
2. The process of enrichment of various kinds of carbonate phosphorite from

CK in HNO
3
at a norm of 30 to 60% of the stoichiometry on the decomposition of
CaO in the raw material and a weight ratio of PR: EA = 1: (3-10). The overall
picture of the results of enrichment of different types of phosphate rock in HNO
3
is
similar. Thus, the enrichment of relatively high concentrated OPF with the content
(wt.%) P
2
O
5
18.70; CaO 47.8; CO
2
15.3; SO
3
2.05 and CaO: P
2
O
5
= 2.56 at a norm of
HNO
3
is 40% on the decomposition of CaO (100% for CaCO
3
) and the ratio of PR:
EA = 1: 5 is obtained phosphorite concentrate containing 26.19% of P
2
O
5
, and
calcium module 1.52. This concentrate is quite suitable for the production of
concentrated phosphate fertilizers. To prevent the transition of P
2
O
5
into a liquid
phase before divide nitrogen-calcium-phosphate alcoholic suspension (NCPAS) into
liquid and solid phases, it was ammoniated to pH = 3. This made possibility to use
for enrichment much higher norm of HNO
3
and thus reduce the value of CaO: P
2
O
5
in the raw material. Norm acid is ranged from 40-80% stoichiometry for CaO in the
71
raw material. Taking into account the cost savings of HNO
3
its optimal norm for the
enrichment of various types of Kyzylkum phosphorite can be considered 50% and
the weight ratio of PR: EA = 1: 5. And for MM acceptable norm is of 60%. So,
when RPF enrichment, containing 17.52% of P
2
O
5
; 47.53% of CaO; 15.23% of CO
2
and CaO: P
2
O
5
= 2.71 with a 50% norm of HNO
3
, pH of the slurry and the ratio of
PR 3: EA = 1: 5 obtained concentrate composition (wt.%): P
2
O
5tot
. - 26.20; CaO
tot
. -
38.25; CO
2
- 2.80; CaO: P
2
O
5
= 1.46. The yield of P
2
O
5
in the concentrate is 100%.
3. The theoretical analysis of the regeneration of the NACS with the use of
solubility diagrams of 4 fourfold component system of Ca(NO
3
)
2
- NH
4
NO
3
-
C
2
H
5
OH - H
2
O, the result it was calculated alcohol recovery process and determined
the interval of variation of process parameters, taking into account the composition
of the starting water-alcohol solutions and final products. The kinetics of the
distillation EA from NACS depending on the temperature and pressure has been
studied. Applying a vacuum pressure of 0.3 atm. provides EA distillation for a short
time (60 minutes at 80°C). When the regeneration EA from calcium nitrate solution,
which is a by-product of the nitric acid concentration of CK phosphorite, degree EA
return to the cycle reaches 98-99%. After distilling off the NACS has been obtained
containing 50% Ca(NO
3
)
2
and 3% NH
4
NO
3
.
4. Physicochemical properties of the initial and productional NACS depending
on the concentration of Ca(NO
3
)
2
and NH
4
NO
3
. It is shown that in the concentration
range of 53.02-65.71% of NACS the crystallization temperature is in the range of (-
75) ÷ 12.0
°
С that allows to be used them in the spring and summer, as a liquid
nitrogen-calcium fertilizer. NACS has good rheological properties. However, more
concentrated NACS (67.83-84.77% of Ca(NO
3
)
2
, 3.83-4.77% of NH
4
NO
3
) before
use should be diluted with water, as the crystallization temperature is 29-60
°
С. It
was found that with increasing concentration NACS increases its the boiling point.
NACS was processed in granular calcium nitrate. To improve the properties of the
latter various bentonite clay deposits are used as additives. The products obtained
with a ratio of Ca(NO
3
)
2
: Betonies = 100 : 6 nitrogen content is in a range of 14.49-

14.69%. Physical and chemical properties of the resulting products have been
defined. Optimal conditions for the conversion of calcium nitrate of NACS in
NH
4
NO
3
and CaCO
3
using ammonium carbonate. Based on the results of studies
recommended the following conditions conducting the conversion process:
concentration of calcium nitrate solution is 37%, the norm of ammonium carbonate
is 120% of the stoichiometry, conversion of temperature is 70
°
С, mixing time is 120
minutes. The degree of conversion of calcium nitrate is maximum 99.94%, and the
concentration of ammonium nitrate solution is 45%.
5. Developed technology of Kyzylkum phosphorite enrichment by nitric acid
in presence of ethanol has been tested in the model laboratory plant and pilot plant
of JSC «Samarkandkimyo» with the output of an experimental batch of chemically
enriched phosphoconcentrate. Material balance for enrichment process of
phosphorite flour containing 17.52% of P
2
O
5
has been complied. The circuit
includes a step of decomposing the raw material by nitric acid repulping nitrogen
calcium-phosphate slurry with circulating alcoholic solution of calcium nitrate,
neutralization with ammonia suspension two fold washing wet phosphoconcentrate
72
by circulating calcium nitrate solution, and ethanol, as well as drying the final
product.
6. Studies on preparation of WPA from chemically enriched
phosphoconcentrate containing 26.2% of P
2
O
5
in the dihydrate mode depending on
the norms of H
2
SO
4
103%; the concentration of circulating WPA is 15% P
2
O
5
, and
the ratio of L: S = 3: 1. In this K
exp
. = 98.73%; K
was
. = 98.57%, K
yei
. = 92.87%, a
filtration rate is 1312 kg / m
2
• hour, and the concentration of phosphoric acid is
20.19% of P
2
O
5
. Content CaO
tot
.; SO
3tot
.; P
2
O
5tot
. and P
2
O
5wat
. is 31.21; 43.23; 1.43
and 0.27%, respectively in the dried phosphogypsum. Material balance of the
process of obtaining one ton of P
2
O
5
in the form of WPA has been estimated.
The process obtaining compound-mixed PK- and NPK- fertilizer in a wide
range of ratios of nutrients has been studied by mixing wet phosphoconcentrate
crystalline potassium chloride and ammonium nitrate. A block diagram of the
complex processing of phosphorite of CK by HNO
3
has been developed.
7. For the approximate determination of the economic efficiency of the
organization of production of chemically enriched phosphoconcentrate made
economic calculation productions of WCPC and chemically enriched
phosphoconcentrate and ammophos based on them on the basis of processing of one
thousand ton of phosphate ore averaged of Kyzylkum. It has been shown that the
overall manufacturing cost of one ton of WCPC is 206155 sums and chemically
enriched phosphoconcentrate is 149657 sums that 56498 sums cheaper. Thermal
enrichment of 1,000 ton of phosphate rock 433.94 ton of WCPC is obtained, and
when chemical processing is 668 ton of phosphoconcentrate. Of these, it is made
235.1 and 361.8 ton of ammophos to the amount of 258 255 469 and 397 434 406
sums, respectively. That is additionally produced the product in the amount of 139
million 179 thousand sums.

73
ЭЪЛОН ҚИЛИНГАН ИШЛАРИ РЎЙХАТИ
СПИСОК ОПУБЛИКОВАННЫХ РАБОТ
LIST OF PUBLISHED WORKS
I бўлим (I часть; part I)
1. Дехканов З.К., Ибрагимов Г.И., Намазов Ш.С., Садыков Б.Б., Реймов
А.М., Сейтназаров А.Р. Химическое обогащение высококарбонат содержащих
фосфоритов Кызылкумского месторождения.
//
Горный Вестник. - Навои,
2011. - №2. - С.121-124. (02.00.00 №16)
2. Дехканов З.К., Султанов Б.Э. Реологические свойства
нитратааммонийнокальциевых растворов, образующихся при обогащении
фосфоритов Центральных Кызылкумов. // Узбекский химический журнал. –
Ташкент, 2011. – Спецвыпуск. - С. 221-224. (02.00.00 №6)
3. Дехканов З.К., Сейтназаров А.Р., Ибрагимов Г.И., Намазов Ш.С.,
Садыков Б.Б., Закиров Б.С. Получение экстракционной фосфорной кислоты из
химически обогащенного фосфоконцентрата фосфоритов Центральных
Кызылкумов. // Узбекский химический журнал. – Ташкент, 2011. - №3- С. 51-
55. (02.00.00 №6)
4. Дехканов З.К., Намазов Ш.С., Султанов Б.Э., Закиров Б.С.,
Сейтназаров А.Р. Азотнокислотное обогащение фосфоритов Центральных
Кызылкумов. // Химическая технология. Контроль и управление. - Ташкент,
2011. - № 4. - С.5-11. (02.00.00 №)
5. Дехканов З.К., Сейтназаров А.Р., Султанов Б.Э., Намазов Ш.С., Закиров
Б.С. Влияние технологических параметров на обогащение фосфоритов
Центральных Кызылкумов. // Химическая технология. Контроль
и

управление. - Ташкент, 2012. - №1 - С. 5-11. (02.00.00 №10)
6. Дехканов З.К., Султанов Б.Э., Намазов Ш.С., Сейтназаров А.Р.
Обогащение мытого сушеного концентрата азотной кислотой. // Узбекиский
химический журнал. - Ташкент, 2012. - № 1. - С.15-23. (02.00.00 №6)
7. Дехканов З.К., Сейтназаров А.Р., Намазов Ш.С., Султанов Б.Э.
Обогащение бедной фосфоритовой муки Центральных Кызылкумов
химическими методами. // Горный Вестник. - Навои, 2012. - №2 (49). - С. 37-
40. (02.00.00 №16)
8. Дехканов З.К., Сейтназаров А.Р., Намазов Ш.С., Султанов Б.Э., Беглов
Б.М. Комплексные гранулированные удобрения на основе химически
обогащенного фосфоконцентрата фосфоритов Центральных Кызылкумов. //
Доклады АН РУз. – Ташкент, 2012. - №2 - С. 46-49. (02.00.00 №8)
9. Дехканов З.К., Султанов Б.Э., Намазов Ш.С., Закиров Б.С. Сложно
смешанные удобрения на основе химически обогащенного фосфоконцентрата
фосфоритов Центральных Кызылкумов и хлорида калия. // Химия и
химическая технология. - Ташкент, 2012. - №3. - С. 8-11. (02.00.00 №3)
10. Дехканов З.К., Сейтназаров А.Р., Намазов Ш.С., Беглов Б.М.
Конверсия нитрата кальция - побочного продукта химического обогащения
74
фосфоритов Центральных Кызылкумов. // Химическая промышленность. -
Санкт-Петербург, 2013. - т. 90. № 2. – С. 87-92. (02.00.00 №21) 11. Дехканов
З.К., Сейтназаров А.Р., Намазов Ш.С., Беглов Б.М. Переработка нитрата
кальция – продукта химического обогащения Кызылкумских фосфоритов в
гранулированную кальциевую селитру. // Химическая технология. Контроль и
управление. - Ташкент, 2013. - №5. - С. 14-24. (02.00.00 №10)
12. Дехканов З.К., Сейтназаров А.Р., Намазов Ш.С. Физико-химические
свойства
раствора
кальциевой
селитры
-
побочного
продукта
азотнокислотного обогащения фосфоритов Центральных Кызылкумов. //
Химическая технология. Контроль и управление. - Ташкент, 2014.- №4 - С.5-
11. (02.00.00 №10)
13. Dehkanov Z.K., Seitnazarov A.R., Namаzov Sh.S. Selective extraction of
ballast carbonates from phosphorites of central Kyzilkum with chemical methods. //
Applied Technologies & Innovations. Prague, 2014. - vol. 10. N 4. - pp. 114-121.
(02.00.00. 2014, №2)
14. Дехканов З.К., Кучаров Б.Х., Намазов Ш.С. Физико-химический
анализ процесса экстракции нитрата кальция из аммонизированных растворов
азотнокислотных
пульп
фосфоритов
Центральных
Кызылкумов.
//
Химическая технология. Контроль и управление. - Ташкент, 2015.- №6 - С.27-
32. (02.00.00 №10)
15. Дехканов З.К., Сейтназаров А.Р., Намазов Ш.С., Реймов А.М., Беглов
Б.М. Фосфориты Центральных Кызылкумов и их обогащение. // Узбекский
химический журнал. - Ташкент, 2016. - № 3. - С. 70-80. (02.00.00 №6)
16. Патент РУз № IAP 04973. 2014 г. №11. Способ обогащения
высококарбонизированных фосфоритов / Намазов Ш.С., Дехканов З.К.,

Султонов Б.Э., Сейтназаров А.Р., Реймов А.М., Закиров Б.С., Беглов Б.М. //
Расмий ахборотнома. - 2014. - №11.
II бўлим (II часть; part II)
17. Дехканов З.К., Ибрагимов Г.И., Намазов Ш.С., Реймов А.М.,
Раджабоев Р,Р. К вопросу химического обогащения фосфоритов Центральных
Кызылкумов. // Современные техника и технологии горно-металлургической
отрасли и пути их развития: Матер. Межд. науч.-техн. конф. 12-14 мая 2010. -
Навоий, 2010. - С. 111-112.
18. Дехканов З.К., Ибрагимов Г.И., Намазов Ш.С., Сейтназаров А.Р.
Получение экстракционной фосфорной кислоты из химически обогащенного
фосфоконцентрата фосфоритов Центральных Кызылкумов. // Разработка
эффективной технологии получения минеральных удобрений и агрохимикатов
нового поколения и применение их на практике: Сб. матер. Респ. науч.-техн.
конф. 25-26 ноября 2010. – Ташкент, 2010. – С. 25-26.
19. Дехканов З.К., Ибрагимов Г.И., Намазов Ш.С., Сейтназаров А.Р.
Обогащение высококарбонизированных фосфоритов Центральных
Кызылкумов. // Разработка эффективной технологии получения минеральных
75
удобрений и агрохимикатов нового поколения и применение их на практике:
Сб. матер. Респ. науч.-техн. конф. 25-26 ноября 2010. – Ташкент, 2010. – С. 26-
29.
20. Дехканов З.К. Химическое обогащение высококарбонизированных
Кызылкумских фосфоритов. // Yuqori texnologik ishlanmalar ishlab chiqarishga:
Yosh olim. Mav. ilmiy-amaliy anj. - Tashkent 2010. - B. 21-22.
21. Дехканов З.К., Намазов Ш.С., Сейтназаров А.Р., Султанов Б.Э.,
Закиров Б.С. Рациональный способ обогащения низкосортных фосфоритов
Центральных Кызылкумов. // Перспективы развития техники и технологии и
достижения горно-металлургической отрасли за годы независимости
Республика Узбекистон: Сб. матер. Респ. науч.-техн. конф. 12 - 14 мая 2011. -
Навои, 2011. - С. 197.
22. Дехканов З.К., Сейтназаров А.Р. К вопросу химического обогащения
высококарбонизированных Кызылкумских фосфоритов. // Научный прогресс
и инновационное развитие экономики: Прак. конф. мол. ученых. 5 декабрь
2012. – Ташкент, 2012. – С. 167-169.
23. Дехканов З.К., Султанов Б.Э., Намазов Ш.С. Фосфорнокалийное
удобрение на основе химически обогащенного фосфоконцентрата фосфоритов
Центральных Кызылкумов ⁄⁄ Современные технологии и инновации горно
металлургической отрасли: Сб. матер. Респ. науч.-техн. конф. 14-15 июня
2012. – Навои, 2012 - С. 94-95.
24. Дехканов З.К., Сейтназаров А.Р., Намазов Ш.С. Азотнокислотное
выщелачивание карбонатов из Кызылкумских фосфоритов в присутствии
органического растворителя. // Современные техника и технологии горно
металлургической отрасли и пути их развития: Сб. матер. Респ. науч.-техн.

конф. 14-16 мая 2013. – Навои, 2013. – С. 150-151.
25. Дехканов З.К., Сейтназаров А.Р., Султанов Б.Э. Получение
экстракционной
фосфорной
кислоты
из
химически
обогащенного
фосфоконцентрата. // Состояние и перспективы инновационных разработок в
области
технологии
неорганических
веществ
и
химизации
сельскохозяйственного производства: Сб. матер. Респ. науч.-техн. конф. 16-17
мая 2013. – Ташкент, 2013. – С. 59-61.
26. Дехканов З.К., Сейтназаров А.Р., Намазов Ш.С. Физико-химические
свойства
раствора
кальциевой
селитры-продукта
азотнокислотного
обогащения карбонатных фосфоритов. // Аналитик кимё фанининг долзарб
муаммолари IV Республика илмий-амалий анжумани: I-қисм. 1-3 май 2014. -
Термиз, 2014. - С. 155-156.
27. Дехканов З.К., Сейтназаров А.Р., Намазов Ш.С. Свойства
гранулированной кальциевой селитры на основе побочного продукта
азотнокислотного обогащения Кызылкумских фосфоритов. // Перспективы
науки и производства химической технологии в Узбекистане: Сб. матер. Респ.
науч.-техн. конф. 23-24 мая 2014. – Навои, 2014. – С. 25.
28. Дехканов З.К., Сейтназаров А.Р., Намазов Ш.С. Давления
насыщенного пара нитратноаммонийнокальцивых растворов образующихся
при обогащении фосфоритов Центральных Кызылкумов. // XI Российская
76
ежегодная конференция молодых научных сотрудников и аспирантов
«Физико-химия и технология неорганических материалов». Москва. 16-19
октября 2014 г. / Сборник материалов. - М: ИМЕТ РАН, 2014. - С. 379-381.
29. Дехканов З.К., Сейтназаров А.Р., Намазов Ш.С. Реймов А.М.,
Курбаниязов Р.К. Комплексная переработка фосфоритов Центральных
Кызылкумов. // Химический журнал Казахстана. - Казахстан, 2014. - №4. - С.
9-19.
30. Dehkanov Z.K., Seitnazarov A.R., Namozov Sh.S. Investigation of calcium
nitrate conversion into ammonium nitrate. // The Sixth International Conference on
Eurasion scientific development: 18
th
August 2015. - Austria, 2015. - pp. 103-105.
31.
Дехканов
З.К.
Новый
способ
химического
обогащения
высококарбонатных фосфоритов Центральных Кызылкумов // Достижения,
проблемы и современные тенденции развития: Сб. матер. Респ. науч.-техн.
конф. 19-21 ноября 2015. - Навои, 2015. - С. 434-435.

77
Автореферат «Ўзбекистон кимё журнали» таҳририятида
таҳрирдан ўтказилди.

Босишга рухсат этилди: _________2016
йил Бичими 60х45
1
/
16
, «Times New
Roman»
гарнитурада рақамли босма усулида босилди. Шартли
босма табоғи 5. Адади: 100. Буюртма: № _____.
Ўзбекистон Республикаси ИИВ
Академияси, 100197, Тошкент, Интизор
кўчаси, 68
«АКАДЕМИЯ НОШИРЛИК МАРКАЗИ» ДУК
78