





В В Е Д Е Н И Е
АКТУАЛЬНОСТЬ ПРОБЛЕМЫ. Одним из распространенных видов
медицинской помощи является стоматологическая, где большинство
манипуляций осуществляются при помощи стоматологических боров из-
готовленных из стали марки ХВ-5.
Стальные боры, широко применяемые в настоящее время в клинике,
недостаточно эффективны, в связи с тем, что существующие конструкции
стальных
боров
характеризуются
низкими
эксплуатационными
параметрами. При препарировании твердых тканей зубов, стальные боры
быстро притупляются, что приводит к резкому снижению их шлифующей
способности со всеми вытекающими отсюда последствиями. При
обработке даже одного зуба часто используется от одного до трех
стальных боров, чем обуславливается потеря большого количества ценного
инструмента из высококачественной стали.
В то же время эксплуатационные характеристики используемых
твердосплавных боров в 6-8 раз выше по сравнению с обычными
стальными борами. Однако, стоимость таких боров в 13,1 раз больше чем
обычных стальных. Изготовление твердосплавных боров требует сложной
технологии, оборудования и высокоценного /
ЕОЛЬ
-
Х
рамсодеркащего/
материала. Поэтому промышленный выпуск твердосплавных боров весьма
ограничен, и составляет всего 3,3%.
В связи с этим, до настоящего времени не теряет актуальность
вопрос о повышении износостойкости и других эксплуатацион ных и
функциональных характеристик обычных стальных боров. Подсчитано, что
даже относительно небольшое повышение стойкости и долговечности
стоматологических боров дает возможность получить в народном
хозяйстве значительный экономический эффект, а для

5.
потребителей это равноценно увеличению количества выпускаемых
инструментов.
Кроме того, использование износостойких стоматологических боров
с высокими режущими свойствами в клинической стоматологии позволяет
значительно снизить побочные воздействия процесса препаровки на
обрабатываемые зубы и окружающие ткани с одной стороны, и повысить
производительности труда стоматолога с другой/Д.
Учитывая это, для повышения стойкости обычных стальных боров,
применялись различные методы упрочнения их рабочей части. Среди них
нанесение микронных слоев износостойких карбидов,бори-дов и других
интерметаллидов /А^Огволнцёв, 1985; А.-А. Андреев и др. -ЈW9/i лазерное
упрочнение /Г.А.-Степанова ид др. ,1902;К.Н.Гера-сев, 1981; К.Коваленко-
,- и-др.£982/, электрохимическое хромирова-ние/С.1шйгунова'и др.,1982/,
микродуговое оксидирование /Г.А.Марков и др. ,1976/,- нитрирование и
другие Г" ' / - V
Однако, указанные методы имеют ряд недостатков, в частности,
электрохимические методы обработки являются экологически не-
совершенными, нанесение износостойких покрытий не обеспечивает
достаточно хорошую адгезию с подложкой. Технология карбидирования,
оксидирования и лазерного упрочнения стоматологических боров еще не
отработана,
Б последние время в целях упрочнения поверхности различных
конструкционных металлических изделий и режущих инструментов • все
более широкое применение находит методика ионной импланта-ции
/ионная обработка?^ 'При этой методике" обработки независимо от
вещества шщеня, в металл или в сплав металла можно внедрить атомы или

ионы любых элементов таблицы Менделеева. Изменяя примесный состав
образцов с помощью имплантации ионов, можно сущест-

7.
венно изменять их свойства. Так что, можно создавать оригеналь-ные сплавы и
соединения с заданными характёркстикамйУ^Зднако, это актуальное
направление, широко используемой в промышленности, остается
неапребированным для упрочнения поверхности и улучшения основных
характеристик стоматологических стальных боров и другихлзубо-протезных
конструкций.
Настоящее исследование и посвящено разработке и оценки эф-
фективности ионной обработки стоматологических стальных боров.
Целью настоящего исследования является изучение возможности
использования и оценки эффективности методов ионной обработки для
улучшения основных характеристик стальных боров.
Для достижения этой цели перед нами ставились следующие задачи:
1, Разработка способа и определение оптимальных режимов
ионной обработки для эффективного и целенаправленного изменения
качества стальных боров;
2. Сравнительные- экспериментальные исследования физико-хи-
мических и механических свойств /микротвердость, износостойкость
коррозионная стойкость и микрошероховатость/ стоматологических
боров до и после ионной имплантации;
. S. Сравнительные клинические и медико-технические исследования по
оценки эффективности метода ионной обработки стальных боров:
а/ Оптическая и сканирующая микроскопия и профилография пре
парированной поверхности твердых тканей зубов и обработанных зубных
протезов;
б/ Изучение влияния различных видов боров на повышение температуры
препарируемого зуба;

в/ Изучение влияния препарирования зубов борами опытных и
контрольных образцов на электровозбудимость пульпы зубов;
. г/ изучение краевого прилегания пломб в полостях сформированных
борами опытных и контрольных образцов;
д/ Определение производительности труда врача при препарировании
зубов борами опытных и контрольных образцов.
4. Обоснование медицинской и социально-экономической целе-
сообразности использования ионной обработки стальных боров.
Научная новизна работы заключается в следующем:
1.
Впервые для повышения эксплуатационных и других характеристик
стальных боров использована методика ионной имплантай ции с
последовательной обработкой поверхности инструментов иона ми аргона и
азота;
2.
Впервые проведены комплексные исследования физико-химических,
медико-технических и функциональных свойств стальных бо ров до и после
ионной обработки;
3.
Определены оптимальные режимы ионной обработки стальных
боров, позволяющие: достичь/,:, максимального улучшения их экс
плуатационных характеристик;
4.
Новыми являются исследования поверхности стоматологичес ких
боров, препарированной поверхности твердой ткани зубов и зубных протезов с
помощью сканирующей электронной микроскопии
и профилометрии;
5. Впервые разработаны и использованы оригинальные методы
оценки эксплуатационных характеристик стоматологических боров и
термометрия при помощи термодатчика из сильно-компенсированного
кремния.

9.
На защиту выносится:
1.
Новая методика улучшения качественных характеристик сто-
матонических .стальных боров методом последовательной ионной им-
плантации аргона и азота;
2.
Результаты экспериментальных исследрваний трибологичес-ких
свойств стальных боров, подвергнутых последовательной ионной
имплантации;
3.
Результаты клинических и медико-технических исследований по
оценке эффективности ибпользования ионной обработки стальных боров;
4.
Медицинское и социально-экономическое обоснование целе-
сообразности использования модифицированных боров обработанных методом
ионной имплантации.
Практическая ценность работы заключается в том, что:
1. Последовательная имплантация ионов аргона иазота, позво-
ляет увеличить микротвердость и износостойкость стальных боров
в 2-3 раза, а коррозионную стойкость в 5-6 раз .. Зто обеспечивает снижение
потребности в стальных борах более чем в 5 раз.
2.
Предлагаемая методика улучшает качественные характеристики
стальных боров, обеспечивая увеличениг их режущей и шлифующей
способности, сокращение времени препаровки зубов и зубных протезов,
уменьшение побочных воздействий процесса
препароЕ-
ки,
3.
Увеличение срока службы боров, их производительных ха-
рактеристик обуславливает существенное повышение производительности и
эффективности'труда врача-стоматолога.
Таким образом, предлагаемая методика имеет существенную ме-
дицинскую, социальную и экономическую ценность.

ПУБЛИКАЦИИ. По материалам диссертации опубликованы 18 на-
учных статьей;, из них I авторское свидетельство на изобретение, I
методические рекомендации и 6 удостверений на рационализаторские
предложения.
АПРОБАЦИЯ РАБОТЫ. Основные положения диссертационной
работы доложены:
1.11а заседании Общества стоматологов и зубных врачей г. Ташкента'
/май,1985,июнь,1989г./;
2.
На итоговых научных конференциях ТашГосШ /апрель,!986;
февраль,I98?; март,1988/;
3.
На втором съезде стоматологов Узбекистана /декабрь,1986/;
4.
На научных заседаниях кафедры ортопедической стоматологии И
ТашГосШ /1985,1986,1987,1988,1989гг./.
ОБЪЕМ К СТРУКТУРА ДИССЕРТАЦИИ. Диссертация состоит из вве-
дения, 5 глаЕ и заключения с выводами, библиографического указателя,
включающего в себя 13| наименований отечественной и 86 зарубежной
литературы. .4 .. Работа изложена на
{90
стр.машинописного текста,
содержит 24 таблиц и 22 рисунков.
Полученные данные исследования статистически обработаны по
методу Стьюдента-Фишира
J
с 'использованием программы для микро-
электронно-вычисдительной машины,-
) 0. > :
- - -
- Н - -
5J

ю.
ГЛАЕА I. ОСНОВНЫЕ И ФУНКЦИОНАЛЬНЫЕ
ХАРАКТЕРЙСТЖЙ СТСМТОЛОГйЧЗСКйХ БОРОВ И
СОВРЕМЕННЫЕ МЕТОДЫ ПОБЕОНЙЯ ИХ КАЧЕСТВА
/Обзор литературы/
I . I o
Зависимость клинико-функционального состояния препарируемых
зубов от качества используемого стоматологического бора и
режима препаровки
Б настоящее время Есе шире начали пользоваться борами различной
£ормы и фасона в практической стоматологии, в том числе и в ортопедической
стоматологии, Зто
СЕЯЗЭНО
с широким применением в ортопедической
стоматологии избирательной пришлифовки зубов, изготовление штифтовых
конструкций,культевых вкладок,микропротезов, полукоронок и
металлокерамических коронок и мостовид-ных протезов, а также различных
имплантатов.
;
( Поэтому в после.дние
годы
значительно возросли требования,
предъявляемые к качеству препаровки различных частей зубов:
-
препаровка на уровне эмали зуба, используемой обычно для
избирательной пришлифовки
зубоЕ;
-
препаровка одновременно на уровне эмали и дентина - при и
изготовлении пломб, вкладок и искусственных коронок;
-
препаровка на уровне дентина и цемента корня зуба - при
изготовлении различных конструкций штифтовых зубов;
-
препаровка на уровне эмали, дентина, цемента и кости альвеолы - при
изготовлении трансдентальных и эндодонто-зндооссаль-ной имплантации;

-
препаровка на уровне только кости при подготовке полости рта к
зубному протезированию и при создании ложа
для
эндооссального
имплантата.
Кроме того, область применения боров в ортопедической стоматологии
намного шире таковой в других разделах стоматологии, в связи с
необходимостью препаровки и обработки не только тканей зубов и кости, но и
зубных протезов, изготавливаемых из различных материалов: пластмассы,
сплавов неблагородных и благородных металлов, а также возрастание-)
удельного веса зубопротезных конструкций из хромокобальтового сплава,
которым отличается особо высокой прочностью.
От качества препарированной поверхности, его микроструктуры
рельефа, от физических и других эффектов, возникающих при взаи-
модействии бора с препарируемой поверхностью, в значительной сте
пени зависит эффективность дечебного и профилактического стомато
логического воздействия, т.е. от микроструктуры и рельефа препар
рованной (обработанной) поверхности зависит степень адгезии и
краевого прилегания пломбировочных материалов, используемых для
устранения дефектов коронок зубов или для фиксации зубных проте-
зов. Структура и рельеф препарируемой поверхности эмали при- изби-
рательной пришлифовке зубов, структура и рельеф пластмассовых,
металлических конструкций аря коррекции окклюзии и артикуляции
зубных протезов определяют характер взаимодействия этих поверхно-
стей с антогонирующими естественными зубами, пломбами, протезами
прилегающей слизистой оболочкой полости рта, и ,наконец, взаимо-
действие с пищевыми продуктамиЛ
г
,
—

^Препарирование зубов в 58-67$ случаев сопровождается неприятными
ощущениями и чувством боли, связанными с повышением температуры зуба и
вибрацией, что небезразлично для зуба,тканей окрудающих его и всего
организма в целом ( Д.Н.Днуиадуллаев, 1966,
1967 ; А.Н.Овчаренко, 1969 ; Г.Л.Саввиди, Л.Л.Волков, 1977 ;
1
В.М.Ризнык, 1983 ).
t
Увеличение степени давления инструмента за зуб, даже при
значительном увеличении скорости его вращения, резко повышает
температуру препарируемой ткани с соответствующей реакцией. ( Б.П.Рпзнык,
1983;
V , G-tLfyu№-
,1964;
W- Норре ,
1965 и др.).
Если при давлении режущего инструмента в
15
г и скорости
вращения до 2500,00 об/мин.температура препарируемого зуба не
превышает 30°0, то при давлении в 30 г и той ze скорости она
составляет 40-41°С, а при давлении в 50 г величина нагрева до-
ходит до 53-54°
Со
Эти данные получены в услсч применения
высокооборотных турбинных ма^лл с ледяным и воздушным охлажде-
нием (
R А. РеуЬэ-ъ
,1952, 1958;
Й.^еки-еАалЛ,
б. WatK^s
,1965 ;
,1970;
Agcfutekibd- ,
1975 ;
Е.Й.Магъ€сых£
,
&$.$&4л/е.б&ои-
, 1958 и др.). л?::
работе без охлаждения температура препарируемых зубов оказмвает
ся выше, в среднем на 12-14°С ( Т.С.Ыигабутдинов, 1962).
sЈ
ГДругим осложнением, вызванным местным воздействием инстру-
ментов на зуб, является появление трещин, сколов и других пов-
реждений эмали зубов. Большую роль в возникновении трещин игра-

вал и образование трещин при препарировании зубов с повышением
температуры, вибрацией инструментов, давлением,оказываемым на зуб, и
качеством самого инструмента. В дальнейшем, после пломбпрования,
количество трещин ыоает увеличиваться,так как измене-
ния температуры в полости рта вызывают напряжение на границе
..лоыбы и зуба ■(
Ae.ZltveS^z^
,1971,-
ЯГУс^оо-ьс
f
1981), (Г.II,Пахомов, 1976 ; Е.В.Боровский и Н.А.Леус, 1979 ;
1.£а£бел£йсеА-
с соавт., 1965 ; Б.Н.Даувдуллаев, 1967 j^ -^-
*ovu.
f
м■AfauuutwL,
?
197з)
считают,что трещины могут служить путями проникновения микроорганизмов,
частиц пищи, слюны и кислоты внутрь твердых тканей и,следовательно,
играют определенную толь в возникновении и развитии кариеса как первично
,так и вторичного
А
(Кроме того, трещины, возникающие по краям полости, могут
способствовать рассасыванию фосфат-цемента, фиксирующего вкладку или
отколу стенки зуба. Д
^манипуляция препарирования зубов под пломбу и под различные виды
зуб лрстезов охастает . p ^ ' H O J
2 0 2
"э..сгт::г
v.с.
т::а ни пулигы, ibpnc
хита и ларадонта в целом, вызывая подчас сдвиги и в других системах
организма в целом( Е.и.ииказчикова, 19^6, I9S7 , А.П.Дегтярева, 1937, 1956,
1968 ; Э.Д.Бромберг, 1940; А.А.манина, 195^; И.;1.Посталаки, 1974 ;
К.А.Катаев, 1978 и др.)» >
/Известна еще одна закономерность,при которой по мере увеличения
времени работы стоматологических стальных боров уменьшается их режущая

способность, следовательно, увеличивается сте-пень побочного воздействия
препаровки на зуб, |
Возможность снижения вредного воздействия препарирования многие
авторы видят в совершенствовании методик и режима препа
г
рирования зубов,
увеличении скорости вращения инструмента, умень шепни его качественного
состава и режущих свойств. ;
£^Как отмечает ряд авторов (
Q ,^а^нп*п>£&-
, ,1951;
Va
*c
W&d
,1956;
FPeytob.
,1958; Е.Н.Болховитдинова, В.Г.Шахма-
тов ,1960 ; Т.С.Шигабутдинов, 1962, 1974), препарирование зубов
на скоростных бормашинах наиболее износостойкими и эффективны-
ми оказались твердосплавные и алмазные боры. В то же время
препарирование зубов в идентичном рекиме£тальными борами сопро-
вождается резкой болезнеиностью(
R.
fl/edo
^c
,1959 ; И.У.Ма-
хсутова, 1962,
£>^с
^£а^
с соавт. ,1965 ; Г.М.Базиян, Г.А. Нов-
городцев, 1968).Д
^Причиной возникновения болезненности при применении сталь-
ных боров являются повышение температуры во время препарирова-
ния твердых тканей зуба (
W . Лбр£*г-
, с соавт., 1963,
Моу РоСшхи^
,1963;
К.Фс&ъ.
,1963 ; Т.С.Шигабут-
динов, Ю.С.Менекеев, 1976 , Норра,1965 ; Т.'С.Шигабутдинов, X.C.Iia-
ликеев, 1970).^
ьАлмазные инструменты,по сравнению со стальными и твердосплавными
борами, имеют более высокие режущие свойства. В.Д. Шо-рин 1962;
Qzl,
bfoi&L
,1965). Однако, препарирование зубов на высоких скоростях с
помощью алмазных инструментов не обязательно, отмечает Т.С.иигабутдинов

(1962),так как они вызывают заметный "разрыв" поверхности твердых тканей
зуба,оставляя борозды до 85-90 мк.
J
''Ю.К.Кузнецов (1959), Н.П.Гриценко (1968) указывают на свое-
^
*
псу,
образность воздействия разных боровм:вердые ткани зубов во время
их препарирования. Особенно подчеркивается травматическое воздействие
стальных боров, r.cropufr приводили к глубоким нарушениям целостности
эмали зуба. По данным этих ввторов в эмали наблюдаются'дефекты - изъяны,
трещины, отколы, разрыхленные уча

17.
стки, которые мешают плотному прилеганию пломбировочного материала к
эмалевому краю и увеличивает краевую проницаемость. В то же время при
препарировании кариозных полостей алмазными и твердосплавными борами,
формируются более гладкие края эмали с меньшим количеством трещин, узур,
расслоений, в результате чего обеспечивается более плотное прилегание
пломбировочного материала к стенкам кариозной полости и резкое снижение
степени краевой проницаемости ( Ю.К.Кузнецов, 1955 ; Н.Н.Грищенко,1968 ;
Вид материала зубных
боров и скорость
их вращения являются главными факторами, влияющими на качество обработки
тканей зубов, отмечает в своей работе А.С.Солнцев. Основными дефектами
обработки твердой ткани зубов борами являются неоднородность и неравно-
мерность стенок и дна сформированной полости. Неравномерность выявляется в
виде выступов(пиков) и углублений стенок полости. Сколы на поверхности
эмали возникают в форме раковин, выемок, расположенных неравномерно по
площади обработки. Наибольшее число дефектов возникает при обработке
стенок полости стальными борами,особенно при скорости вращения более 10000
об/мин. Применение твердосплавных и алмазных боров, повышение их скорости
вращения резко улучшает качество обработки стенок полости. Твердосплавные
боры целесообразно применять при 30000-250000 об/мин., а алмазные - 250000'
об/мин.( А.С.Солнцев, 1985).
Оценивая характер осложнений, наблюдаемых при формировании л
пломбировании кариозных полостей, В.И.Митина ( 1973 ) считает,
что
вторичный кариее возникает в результате нарушения целостности пломб,
связанных не столько с механическими свойствами пломбировочного материала,
сколько с качеством их краевого прилегания.
,1969
;
С.Б.Иванова

18..
Несомненно, что на качество краевого прилегания пломбировочного
материала влияют многочисленные факторы - ротовая жидкость,рез
кие температурные колебания, неправильно сформированные полости
и другие( В.И.Митина,1963 ; Д.Л.Каральник, П.А.Леус, Г.И.Чечина
197 0, 1972, 1974, Р.ЯЛеккер, А.С.Солнцев, 1976, Е.К.Леонтьев,
Г.Г.Иванова и др., 1987
; О, въ1е
^,0
-гсир
,1968;
Royofho-uA^
,1968 и др.).
Образование дефектов при формировании стенок кариозных полостей
является одной из основных причин нарушения краевого при легания пломб (
Р.Я.Неккер, А.С.Солнцев,1976). По мнению А.С.Солнцева(1985),испытанные
пломбировочные материалы способны лишь в некоторой степени
компенсировать дефекты обработки кариозных* полостей борами. Пломбы из
силидонт-цемента и пластмассы "Норакрил-65" не обладают достаточной
адгезией к стенкам полости как из-за их неоднократности,так и ряда других
недостатков пломбировочных материалов, в результате чего в большинстве слу-
чаев краевая проницаемость доходит до дна полости. В то se время применение
амальгам в определенной мере компенсирует недостатки формирования стенок
полости борами, в результате чего краевая проницаемость отмечается чаще всего
только в пределах эмали. Обработка полости улучшенными (
ферробрированными )бора-ми позволила в 2-5 раз повысить эффективность
пломбирования.
(Г
^ Таким образом,процесс препаровки зубов оказывает определенное
побочное воздействие на твердые ткани зуба и обусловдива-ет возникновение в
них определенных сдвигов по морфо-функциона-льным критериям.
Выраженность побочного эффекта и качественные характеристики состояния

19.
препарированной поверхности зуба в значительной степени зависит от качества
наиболее широко испо-
.тъзуемых в практике стоматологических боров»|
ГНизкие качественные характеристики стальных боров отрицательно
отражаются на работе стоматолога: очень быстро изнашивается, не
обеспечивают достаточную производительность труда,оказывают более
выраженные побочные воздействия на систему зуб-па-радонт, а трещины, сколы
и неровности, возникающие в эмале зуба при препаровке, существенно снижают
качество лечебно-профилактической помощи.(
I*
[ Наряду с этим, дороговизна и ограниченная доступность твер досплавных
и алмазных боров также обусловливает актуальность проблемы по разработке
методов улучшения основных эксплуатационных свойств наиболее доступных
стальных стоматологических боровЛ
1.2. Пути повышения качества стальных стоматологических
боров.
В настоящее время в практической стоматологии широко приме няются
следующие виды зубных боров: стальные, изготовленные из стали марки ХВ-5;
твердосплавные, изготовленные из вольфрамсо-держащего сплава £ВК6М) и
алмазные.
Стальные боры были предложены Деллабаром в 1820 году,кото
рые не потеряли своего значения и до настоящего времени. В от-
личие от стальных, твердосплавные и алмазные боры появились го-
раздо позде. В 1932 году
^ры^сР-Ь^
и
К-W4ЈЈi*~fi
предложили способ изготовления алмазных инструментов путем
нанесения алмазных зерен на металлическую основу ( никель)

20..
гальваническим путем( Цит. по
Мсъъеж^
,1960).Твердосплав
ные боры появились в начале 50-х годов в Швеции и Америке. Та-
кие боры в Союзе начали производить с 1958 года. В это яе вре-

21.
мя в нашей стране был налажен выпуск скоростных и турбинных бормашин.(
В.Д.Шорин, В.Ф.Чакин, 1964).
Режущая способность (острота), механическая и антикоррози-онная
стойкость являются основными критериями качества всех зидов режущих
инструментов ( И.Ф«Набатов, С.З.Гольборг, 1949, Л.В.Подгурский, 1957),"\
£по ГОСту 22090-87 технические данные стальных боров таковы, что
средний ресурс до списания составляет 2,5 минуй..
:
По данным экспериментального исследования на износостойкость
стальных боров,проведенных Т.С.Шагабутдиновым и Х.С.Ыенекеевым (1965),
установлено,что период нормальной работы стального бора при обработке эмали
зуба составляет менее минуты. J
Качество боров зависит от числа режущих граней и формы рабочей
поверхности (£.
Sc^u^ne^, £. 1F
&~ltLlp$
,1960
; Е. S<tU^-
*juL
t
£. ^^wy^^ 1963,1964
;
fc.
6
-ъео*лъ, R.ZuvrckwejfL^,
1968). Б олее высокими режущими свойствами, как
указывают авторы, обладает геометрически правильная форма боров со
значительной эксцентричностью зубов.
Гпо
ReU^lcek. M.
f
%u~n$LotЈ
(1963), режущая поверхность стальных боров после
длительного их применения характеризуется наличием зазубрин и деформаций
различной степени, что связано с низкой твердостью. Такая рабочая поверхность
затрудняет препарирование твердых тканей зубов и вынуждает применять
значитель-ные усилия на инструмент во время работы. (
/Поэтому стальные боры, широко применяемые в клинике,обладает
недостаточной медицинской и экономической эффективностью. Это ныражаетея

22.
в быстрой потере ими режущих свойстди в некачественном препарировании
тканей зубов. Это позволило А.С.Солнцеву
.1985) придти к выводу о том, что применение стальных боров
2 2
медицинским
и экономическим показателям целесообразно только
z z 'A
обработке дентина
зуба. |
микроскопическая картина режущей поверхности твердосплавно-бора
после длительного их применения характеризовалась нали-
-1кой
характер деформации рабочей поверхности твердосплавных *-:ров авторы
связывают с хрупкостью сплава ( БК 6М), из которого
:гл
изготовлены. \
Алмазные и твердосплавные боры,обладая высокими стойкостны-
*z
качествами, предназначены в основном .для скоростных и турбин-=:го типа
бормашины. Но при этом, необходимо отметить,что выпуск гз-рдо сплавных и
алмазных боров ограничивается сложностью техно-.::гнческого процесса их
изготовления (В.Г.Шахматов,I962). Поэто-*7 многими исследователями на
протяжении десятилетий ставится з:лрос о повышении стойкостных качеств
обычных стальных боров» И.нзстно,что стоматологические инструменты в
процессе эксплуата-ez подвергаются воздействию значительных сжимающих и
изнашиваю-■х: нагрузок,а в процессе их стерилизационной обработки - воздей-
егьлю коррозионно-активных средств. Совместное действие этих EazropoB
приводит к быстрому изнашиванию рабочих частей инструмента и к
определенной потере их функциональных свойств. Очевидно, 'ir: увеличение
длительности срока службы инструмента,например, в хза раза было бы
равноценно ( равнозначно) росту его выпуска
ш
:грлько же раз ;
_Практически проблему повышения долговечности стоматологи--:::-:их
боров можно решать совершенствуя материл и технологию его

23.
оготовления или совершенствуя конструкцию инструмента.!
\ Опыт работы НПО "Мединструмент " и медико-инструментальных заводов
показал, что одним из наиболее эффективных методов
ювышенш долговечности
медицинских инструментов является упроч-
£ение их рабочих частей (
Г.П.Герасев,ГЭ81), При этом практика доказывает,что упрочнение рабочих
частей инструментов не только повышает их износостойкость,но и значительно
улучшает их функцио-Еальные свойства ( СВ.Шамгунова и др. ,1982 ;
Б.Ы.Рызник,1983 ; А.С.Солнцев, 1985 ; В.Х.Сабитов и др.,1979 ,
Г.И.Герасев,1981; 1.Н.Балхивитдинова, I960; Г.А.Степанова и др.,1982).2
Для упрочнения рабочих частей, наиболее нагруженные места инструмента
можно изготовить из износостойких твердых сплавов, 1-й наносить на них
покрытия из твердых сплавов, или, наконец, :-:а нужных участках в материале,
создавать поверхностные слои высоки износостойкости. Так,
Е.А.^олховитдинова (I960) рекоыенду-fr изготавливать головку и шейку зубных
боров из твердосплавного материала, а хвостовик - из стали 20x13.
Присоединение хвостовика к твердосплавной заготовке осуществляется- пайкой.
На Казанском медикоинструментальном заводе начали изготавливать из
твердого сплава только головку, соединение заготовки твердого сплава с
хвостом по новой технологии осуществляется контактной сваркой, термический
цикл которой оказывает меньшее( по равнению с пайкой ) отрицательное
воздействие на износостойкость твердого сплава. По данным ЦНШС, ШСИ и
других медицинских уч-тзздений износостойкость боров новой конструкции
возросла в 1,5-- раза.
В ВНШ11МИ проводятся экспериментальные работы по повышению
износостойкости стальных боров путем нанесения микронных слоев

24.
износостойких карбитов, боридов и других интерметаллидов, а. также
некоторых металлов и их сплавов. Эти слои приводят к -снижению
коэффициента трения. Результаты технических испытаний,например
ферроборированных боров,показали увеличение их износостой-
Сущность метода - ферроборирования заключается в нанесении
порошкообразного твердого сплава ( ферробора) на рабочую поверхность
бывших в употреблении боров электроискровым методом, предложенным в 1948
году Е.А.Володиным. Применение износостойкост-ных твердосплавных и
ферроборированных боров в клинике,по данным автора,позволяет повысить
производительность труда стоматолога з 1,5 раза , чем обел отливается
существенный медицинский и экономический эффект. Это позволяет
считать,что совершенствование качества боров является важным звеном в
практической стоматолог
Г ИИ
.
ЦРабочие части стоматологических инструментов упрочняются также
лазерным излучением ( Г.А.Степанова, А.Б.ПоглJdHKO, Г.Г.Герасев, 1982 ;
Г.П.Гкрасев, В.Л.Лутухнов и др.,1981; А.А.Жуков, Криштал и др. ;
А.Н.Кокора, А.Н.Заря, Т.Е.Ермакова,1973 ; З.С.Коваленко, В.С.Черненко,
Лазерный луч - это уникальный источник энергии,способный нагреть
облучаемый участок детали до высоких температур за столь малое время, в
течение которого тепло практически не успевает "растекаться". Нагревавши
участок может быть при этом размягчен, рекристал#зован, расплавлен,
наконец, его можно испарить. Дозируя тепловые нагрузки путем регулировки
мощности и продол-

П.Ф.Головко,1982 ; Григорянц, Сафонов, 1988 ; Веденов, Гладуш,1985 ;
Григорьянц и др. ,I?83)/J

26..
_____ «я
жительности лазерного облучения, можно обеспечить практически любой
температурный режим и реализовать различные виды термообработки» Лазерный
нагрев можно также использовать для поверхностной закалки и легирования
металлов, для плавления и испарения с выбросом паров при резке и сверлении.
Лазерные методы обеспечивают возможность дистанционной обработки, а также
труднодоступных участков изделий, не загрязняя обрабатываемую поверхность.
Единственным аналогом лазерного луча в этом аспекте является интенсивный
электронный пучок. Лазерный луч имеет два важных преимущества: при его
использовании не требуется вакуумирование обрабатываемой детали и не
требуется создание мощной биологической защиты для обслуживающего
персонала ( Н.Басова, 1962, Григорьянц, Сафонов, 1988 ).
Исследованиями ряда авторов ( В.П.Герасев, В.;/1.^атухнов, Г.А.Степанова,
А.Н.Тимофеев, А.В.Погибенко ,1981; Г.А.Степанова и др., 1982) установлено, что
после лазерной обработки твердость облученной поверхности исследуемых
инструментов повышает-тя на 15-18$, а износостойкость увеличивается, от 3 до 10
раз.
Наряду с отмеченными преимуществами лазерная технология обладает и
рядом недостатков, главными из которых являются: сравнительно низкий КПД,
высокая стоимость и недостаточная надежность мощных лазерных установок.
Кроме того, Степанова Г.А. и др. ^1982) установили, что при облучении световым
пятном лазера изделий из таких материалов, как углеродистые стали с мартен-
ситной структурой, твердость облученного участка повышается, но за его
пределами появляется отпущенная зона с меньшей твердостью, з сравнении с

27..
исходной. Следовательно, технология упрочнения стоматологических боров
лучами лазера еще не отработана.
Шамгунова С.А. и др. Д982/ предложили повысить износостойкость
стальных боров путем электрохимического хромирования их поверхность.
Результаты исследования показали, что разработанный электролит
хромирования,
позволяет
получить
плотные
хромовые
покрытия,
характерязуюищеся повышенной стойкостью осажденного хрома, что в свою
очередь повышает износостойкость боров.При этом средний ресурс до списания
хромированных боров оказался в 3-6 раз больше, чем у обычных стальных боров,
и составил 15-30 мин машинного врз мени.
Соснин Г.П. и Орда Б.Н. /1981/ разработали способ электролитического
восстановления режущих свойств стоматологических боров, корневых сверл и
инъекционных игл. Способ основан на эффекте анодного растворения основного
металла в гальванической ванне применяемом для электрохимического травления
или полирования поверхности металлических изделии.
При электрохимическое заточке режущего инструмента растворению
преимущественно подвергается металл на боковых поверхностях режущих
граней.Полагают, что данный эффект связан с явлениями пассивирования анода
/Н.П.Федоров с соавт.,1957/.
После восстановления ре^уцих свойств боров их можно применять
многократно и тем самым снизить расходы лечебных учреждении на их
приобретение в 2-3 раза.
оксплуатационные характеристики корневых буравов и дрильЗсэров можно
повысить и путем напыления на их поверхность специальных покрытий
/Ьинниченко .и.А.,1987/. Лля згой цели был использован метод электроискрового
нанесения покрытии на установке типа "ЕЛ*А", принцип работы которой основан
на явлении перенова мате-

28.
риала покрытия с одного электрода на другой. Покрытием служили сплав
карбида,, вольфрама с кобальтом 234 и нитрид хрома. При этом режущая
эффективность корневых буравов после покрытия сплавом карбида вольфрама
с кобальтом, по сравнению с зарубежными
z
непокрытыми образцами
отечественного производства возросла в 3,3 раза,износо стойкость в 15 раз,
микротвердость - в 2 раза
I
Ю.А.Винниченко, 1987 ).
. Значительное улучшение функциональных свойств медицинских
инструментов может быть достигнуто за счет армирования рабочих
поверхностей этих изделий твердыми сплавами и износостойкими ма-
териалами. Анализ широко применяемых в промышленности технологических
процессов армирования показывает, что преобладающую долю их объема
составляют такие процессы,как пайка, наплавка,газоплазменное и
детонационное и плазменное напыление.( Петрунин
z
др. ,1978, Антошин
Е.В.,1974; Ю.С.Бсрисов и др. ,1978, А.П.Семе нов, 1970; А.И.Зверев, 1972 и
др.).J
В настоящее время номенклатура марок армирующих материалов,
обладающих повышенными твердостью, износостойкостью-и коррозийн ной
стойкостью, достаточно обширна.
Так например, фирма "Юнайтед Стейтс Стил" (США) рекомендует для
износостойкой наплавки низколигированные порошковые сплавы на основе
железа с добавками хрома ( от 1,0 до 6,($), молебдена (0,6-5,С$), вольфрама ( до
6,4$), ваннадия ( до 2,0$) и углерода ( 0,5-0,8$),причем покрытия такого рода
могут обеспечить весь ма высокую поверхностную твердость - до
RRQ
63,но
не обладают достаточной коррозийной стойкостью, высоколегированные же
твердые сплавы ( с содержанием хрома до 30$, вольфрама до 12$ и угл рода до
2,5-4,С$) при более высокой коррозийной стойкости имеют

29.
предел твердости не выше
ЕЯС
58 ( В.Х.Сабитов и др.,1979 ; внг. Зильсон
Р.А.,1969).
Наиболее широко распространен в промышленности способ арми-
рования, при котором твердосплавные пластины соединяют пайкой с основным
металлом. В отечественном производстве медицинских инструментов
армирование путем напайки твердосплавных пластин применяют, например,
при изготовлении инструментов для снятия зубных отложений. Используют
твердый сплав ВК 6М, материал основы деталь 30x13 или У7А. Пайку
производят в ванне расплавленного припоя ПрМНЦн 68-4-2 или ПСр25.
Однако установлено, что у инструментов, армированных твердо-
сплавными пластинами, наблюдается коррозия в переходной зоне, что
возможно связано с явлениями отпуска в этой зоне в результате нагрева под
пайку. Видимо, этими причинами и объясняется довольно ограниченное
применение этого метода упрочнения в зарубежной практике.
Большие технологические возможности для нанесения износостойких и
коррозионно-стойких покрытий представляет процесс детонации в газах.
Детонационные покрытия обладают высокой плотностью и высокой
прочностью сцепления с основным материалом. Зти свойства детонационных
покрытий в сочетании с малым воздействием на структуру основного
материала обеспечили детонационному процессу широкий диапазон
применения, в том числа и цлл повышения стойкости режущих кромок. Так,
фирма "Юнион Карбайд" рекомен-пует использовать этот процесс для
упрочнения рабочих поверхностей хирургических ножниц, иглодержателей и
других медицинских инструментов.
К недостаткам детонационного метода напыления можно отнести
невозможность получения качественного покрытия на стенках глубоких
отвестий и пазов, на нежестких изделиях и изделиях из мягких
материалов ( А.П.Семенов и др.,1977
;
анг.Стромберг, 1970).

30.
Работы, проведенные до настоящего времени, по улучшению ре глцих
свойств инсруыентальных материалов,как правило, приводили :-: улучшению
отдельных свойств материала при ухудшении других._
:
,
'^Вместе с тем, создание износостойких покрытий связано рядом
:дожностей и недостатков. Это прежде всего обеспечение достаточней адгезии
и химической однородности и равномерности толщины ггкрытия. Нанесение
покрытий на мелкие стоматологические инстру
менты,
надо полагать, будет
изменять геометрическую форму инструмента,что может отрицательно
сказаться на их качественных харак-гэристиках.
J>>
С этих позиций представляется интересным не нанесение допол-
нительных покрытий, а упрочнение поверхностных слоев режущей кро: гл
инструментов. В этом плане особый интерес представляет методика
упрочнения поверхности металлических инструментов ионной обработкой.
Технология таких методов обработки поверхности различных режущих
инструментов считается достаточно разработанной и их
внедрение в стоматологическую промышленность является наиболее
N
реальными. \
j
> .. Поэтому изучение эффективности методов ионной обработки для
упрочнения рабочей поверхности стоматологических боров представляет
большой теоретический и практический интерес.
*
* \
1.3. Использование ионно-плазменной обработки для
модификации физико-химических и механических
свойств металлов и сплавов.
В последние годы большое внимание уделяется ионностимули-рованным
методам нанесения различных покрытий на конструктивные

31.
материалы в виде зубных протезов. К этим методам относятся: ион-
ное осаждение, ионно-плазменное напыление, ионное перемешивание
л
т.д.- ' , 1 .
Такие покрытия имеют ряд преимуществ
перед покрытиями, полученными методами традиционной технологии,
"реимущества состоят в повышенной адгезии покрытий к подложке,
высокой износо- и коррозионной стойкостью. Повышение адгезион-
ной прочности с подложкой является основной целью ионной техноло-
гии нанесения покрытий. Повышение адгезии достигается за счет
возникновения на границе раздела планки-подложки переходного слоя,
образуемого перемешиванием материалов пленки и подложки. Особен-
но^ ту ал ь ной в последнее время является разработка различных спосо-
бов получения нитридных покрытий на основе титана, при этом покры-
тия получаемые физическими методами ( напыление, катодное распыле-
ние ) и химическими, осаждением из газовой фазы нашли уже примене-
ние в промышленности. " "
;~
Так,например, в ЦНИИС с 1978 года проводятся исследования по
внедрению в клинику ортопедической стоматологии ионно-плазмен-нсго метода
покрытия зубных протезов нитрадом титана,применяемого в промышленности
.для улучшения физико-химических свойств поверхности металлорежущих
инструментов ( ..., Гусев СП. ,1981).
Токсилогические испытания подтвердили биологическую инерт-нзсть
Тс^
•
На основании исследований,проведенных потенциостати-ческим методом,
установлена высокая антикоррозионная стойкость :того соединения к различным
агрессивным средствами ,
ч
(Гончаров А. И., Корнилов „:.Ю., 1977 ; Рабинович
Б. А. ,Хавин Э. Я., 1977).

'32.
Физико-механические испытания показали хоролие эксплуатационные
характеристики образцов зубных проте зов, покрытых нитридом гитана.
В настоящее
вре т
разработана технология покрытия нитридом глтана
различных протезов и конструкций на широко распространен-:-2х установках
"Булат" или "Пуск", в которых нанесение покрытия проводится на основе
вакуумно-плазменного принципа.Под воздействием бомбардировки ионами
титана в вакууме, а затем в атмосфере газообразного азота на поверхности
нагретого электрическим током з отрицательно заряженного изделия образуется
покрытие в неокольцо микрометров,обладающее большой микротвердостью.
Микротвер-гэсть поверхности протеза иг хромоникелевого и хромокобальтового
сплава достигает 3250-3780 кг/ мм2, в то время как без покрытия :на составляет
лишь 290-530 кг/мм2, а твердость сплава на основе золота марки ЗлСрМ 900-40
составляет только лишь 82-213 кг/мм2.
i
В последние годы в ортопедической стоматологии широко диску-глруется
вопрос о целесообразности покрытия зубных протезов износостойкими
защитными покрытиями нитридом титана. Как указывает Э.Н.Василенко (1989),
нитрид титановые покрытия не оказыва-гт токсического и ингибирующего
воздействия на ткани и микрофлору полости рта. Кроме того слой нитрида титана
на поверхности гротезов из нержавеющей стали играет изолирующую роль,
исключая поступления составных- - элементов основы протезов в слюну и
гтабилизирует РН слюны полости рта. Покрытия повышает эффективность и
качество протезов, а по эстетическим свойствам такие гротезы не уступают
протезам из золотаЛ^
Наряду с многочисленными положительными оценками целесообразности
указанных нитрид титановых покрытий ( Ю.П.Гусев и др., 1982, В.П.Панчоха и
др., 1986 ; Ы.А.Нарадов и др.,1986) имеются и существенные возражения (

33.
Гаврилов, Копейкин и др.) против распространения этого метода в широкой
ортопедической стоматологи-

2.9.
15Ской
практике.
Накоплен определенный опыт обработки крупных промышленных
озжущих инструментов при помощи данного метода .для повышения их
износостойкости ( И.П.Бахарченко, 1982 ; Г .о. Протасевич и др., 1330).
Однако, эта методика осталась неиспользованной для увеличения
износостойкости стоматологических боров.
fНаряду с этим, для обеспечения достаточной адгезии покры-
тия с подложкой требуется нагревание подложки до температуры 400-
:50 е..
К сожалению пределы таких температур могут привести
т.
отпуску прочности материала стального бора.)
Тв связи с этим актуальной является задача разработки новых, .-:з
требующих термической активации поверхности■ методов нанесе-•::;я
китрйдных покрытий на стальные сплавы,так как большинство
:гоматологических инструментов,особенно стоматологические боры и фрезы
изготавливаются из стали марки ХВ 5, УА12, 20x13 и др./
£Кроме плазменного метода обработки материалов, в ионной технологии
существует метод ионной имплантации. По- этой методике
обработки,независимо от вещества мишени, в металл, или сплав _ожно
внедрить как атомы,так и ионы любых элементов таблицы ..зндйяеева. Эта
уникальная возможность широко используется.в промышленности.
Соответствующий технологический процесс получил название ионного
легирования или имплантации ионов. Изменяя при--зсный состав образцов с
помощью имплантации ионов, можно существенно изменять их свойства. Этой
методикой можно создавать
сплавы и соединения, которые принципиально нельзя получать тра-

1
дациоиными методами.—*
В таблице № I, приводится преимущества и недостатки метода ионной
имплантации « ,перед другими методами обработки.

36
Таблица
Ш
I
Свойства ионной имплантации
Преимущества
:
Недостатки
Z.
Повышение предела раствори-
мости в твердом теле.
Получение сплавов независимо от
диффузионных процессов.
3. Объемные свойства материала не
затрагиваются.
Низкотемпературный процесс.
1.Линейно-направленный поток ионов.
2.
Неглубокий уровень легирования.
3.
Относительно дорогостоящее
оборудование.
4.
Небольшая производительность, в
связи с ограниченным размером
ионного пучка.
:. Отсутствие резкой границы раздела в
системе имплантированный слой-
металл.
Высокая автоматизация и
воспроизводства.
Пробеги высокоэнергетичных ионов в твердом теле характеризуется
процессами взаимодействия их с атомами металла,находящихся i узлах
кристаллической решетки. Каскад столкновений при этом создает
радиационные дефекты: вакансии и межузельные атомы, а гакже объемные
дефекты - дислокации и дислокационные петли.
, Величина концентрации внедренного в металл азота,а также 1орма
профиля его распределения в. металле, зависят как от режима имплантации,так
и от свойств самих металлов. Важную роль при этом играют процессы
радиационного дефектообразования. Изме-

37
:я режимы ионной имплантации можно в широких пределах изменять груктуру
имплантированных слоев и-тем самым целенаправленно созывать новые в
эксплуатации поверхностные слои, обладающие широ-хм спектром
триботехнических свойств.
Трибологические свойства металлов - поверхностная микротвер-:сть,
износостойкость, коррозионная стойкость - во многих случа-„ определяются
степенью их легирования, структурой и фазовым :ставом. Не затрагивая всего
объема металла, ионная имплантация ггаллов в значительной степени изменяет
структуру и состав поверх-:стных и приповерхностных слоев, позволяет в
широких пределах снять их поверхностные свойства. Выбирая оптимальные
режимы ион-:г: обработки металлов, можно исследовать влияние различных
тех-, "логических факторов на структуру и свойства металлов, добиваясь
зышения их эксплуатационных характеристик.
Как было сказано выше, контролируемое введение в твердое те-( металл)
ионов может улучшать его поверхностные свойства. С актической точки зрения
большой интерес среди активных ионов азов) , образующих химические-
соединения с металлом, вызывает от. При воздействии с металлом он образует
новые фазы внедре-
1Я -
нитридов, которые упрочняют металл.( Раджабов
,Нигматов).
В последние годы с целью интенсификации процессов азотирова-_з
разрабатываются методы ионного азотирования, основанные на пользовании
безэлектродного высокочастотного тлеющего разряда АрифовУ.А., Раджабов
Т.Д. и др.,1974 ; Абдулин И. id. и др.,1985). вмещение тлеющего разряда с ВЧ -
тлеющим разрядом, путем нало-гния постоянного электрического поля между
индуктором и обраба-:ваемой деталью; создает направленный поток ионов,

38
дополнитель
i E :
ионизированных в результате этого, и повышает
эффективность азо-■тгрования.
Добавка в плазму обоих видов разрядов инертного газа, например £огона,
в зависимости от его концентрации в азоте, по разному сказывается на кинетике
роста азотированных слоев.Так, содержание в с-оазме тлеющего разряда до 25$
аргона,приводит к образованию Е-Ре2_'
f
Ј3M
на стали,а повышение концентрации аргона до 50$,тормозит рост
шотридов на стальях/31/. введение 30-40$ аргона в азот в плазме ВЧ-тигющего
разряда позволяет получить диффузионные азотированные слои Икт-
озимальной толыцины /Арифов У. А. ,Раджабов Т. Д., 197 4/.
Работы последнего времени показывают, что облучение металлов
Ш~
только химически активными к ним,но и инертными газами,вызывает
•сгазование упрочненных слоев. Однако,работ по совместному облуче-■ато
ионами инертных газов и активных газов для модификации поверх-кгстных
свойств металлов недостаточны.
^Вышеописанные уникальные возможности ионной технологии по уп-
рочнению металлов нашли широкое применение в промышленности, но еще
ЦЕТОЭКО
недостаточно внедрено в практическую медицину.Хотя очень а,:г_ьшое
количество медицинских инструментов,в частности,стоматологи-
щ~
:ких
режущих и эндодонтических инструментов изготавливаются из иг:али,их
трибологические свойства продожают оставаться низкими.^
В связи с этим, применение ионной технологии позволило бы ка-
чественно изменить свойства стальных инструментов,в частности,(боров.
Но в настоящее время работ,посвященных исследованию влияния ■синой
обработки, в том числе ионной имплантации на структуру и '(свойства стальных

39
стоматологических боров, а также получение нит-рттных покрытий на этих
борах практически отсуствуют. В соот-

за.
ветствии с этим разработка более эффективного и направленного изменения
поверхностных свойств стальных стоматологических бороЕ на основе методов
ионной технологии является актуальной и перспективной задачей.^
1.4.Основные выводы из обзора литературы и постановка задачи
исследования
Проведенный анализ литературных источников позволяет сде-
лать следующие основные выводы:
v ! I. На качество препаровки зубов под зубные протезы и форми-рование
кариозных полостей влияют такие факторы как вид и качество
стоматологических боров, скорость их вращения, сила давления, оказываемая
на инструмент в момент препарирования. Совокупность действия
вышеперечисленных факторов имеет большое значение, так как они приводят к
различным осложнениям местного и общего ха-
rat-
рактера^
^Качество стоматологических боров определяет характер микроструктуры
препарированной поверхности твердых тканей зубов и протезов. Применение
боров, изготовленных из различных видов материала, откладывает свой, только
ему присущий рельеф /микроструктуру/
на
поверхности зуба, особенно на
эмали, что немаловажно для качества пломбирования и фиксации протезов.Д V
2. Среди зубных боров, выпускаемых промышленностью,стальные зубные боры
обладают недостаточной медицинской и экономической эффективностью. Они
имеют ограниченные эксплуатационные характеристики из-за недостаточной

прочности основного материала.Это обуславливает быструю потерю режущих
и шлиссующих свойств бора, увеличение времени обработки зубов с
вытекающими отсюда последствиями.

3.4.
3. Дороговизна и недостаточная доступность твердосплавных z алмазных
боров заставляет провести разработки методов повышения качества обычных
стальных боров. В этом плане апробированы различные методы упрочнения
рабочей части инструментов, однако использованные методы не нашли
широкого применения из-за того, что наряду с улучшением одних ухудшаются
другие характеристики инструментов, или же эти методы нецелесообразны с
экономических, технических и других сторон.
Г 4. Успехи ионной технологии последних лет представляют боль-пой
интерес. Весьма заманчива апробация методов ионной импланта-пли для
улучшения поверхностных слоев режущей кромки стальных боров. Так как эта
методика в отличие от ранее извесшных может обеспечить модификацию
поверхностных слоев самого материала инструмента, практически не влияя на
геометрию и размеры обрабатываемых конструкций.!
Исходя из этого нами были поставлены следующие задачи исследования:
L. Разработка способа и определение оптимальных режимов ион-вой
обработки для эффективного и целенаправленного изменения качес гза обычных
стальных боров.
2.
Сравнительные экспериментальные исследования основных ха-
рактеристик стоматологических боров до и после ионной обработки.
3.
Сравнительные клинические и медико-технические исследования по
оценки эффективности метода ионной обработки стальных боров.
4.
Обоснование медицинской и социально-экономической целесо-
сбразности использования ионной обработки стальных боров.

43.»
ГЛАВА П. ВЫБОР ОБЪЕКТОВ ИССЛЕДОВАНИЯ, СПИСАНИЕ
. ИСПОЛЬЗУЕМЫХ УСТАНОВОК И ОСНОВНЫХ
КЛИНИКО-ЭКШЕРИМЕНТАЛЬНЫХ МЕТОДИК.
2.1. Выбор объектов и материала исследования.
Настоящая работа включает в себе результаты комплекса клинических,
медико-технических и экспериментально-технических исследований. Объектами
исследования служили зубы пациентов, обра-* пившихся за стоматологической
помощью , а также удаленные зубы по ортопедическим и ортоДОЦгическим
показаниям, искусственные зубные протезы и пластинки из различных
стоматологических мате-гхалов.^В качестве исследуемых инструментов были
использованы ггальные, твердосплавные и модифицированные стальные боры^-
хрвко-^^з^л-вв-ой-ет-а^и^^^сттсс^ для пряАюго и углоаого наконечника.
Рис. I). В частности, были использованы: I) шаровидные боры : косой
непрерывной режущей кромкой типа-$, диаметром рабочей -:асти Д= 1,6 мм и 2,1
мм исполнения
3
I и № 3 из стали ХВ 5 (бор II-OI6- 1(3) ГОСТ 22090-87), также
исполнения 5 и 7 из твердого :плава ВКб-М ( бор II-0I6-5 (7) ГОСТ 2290-87); 2)
колесовидные боры с косой непрерывной режущей кромкой типа 13, диаметром
габочей части Д= 1,4 и 1,6 мм,исполнений № I и $ 3 из стали ХВ5 . бор 13-014-(
016) - 1-(3) ГОСТ 22090-87) ; 3)фисеурные цилиндрические боры с прямой
непрерывной режущей кромкой, типа 21, диа--этром рабочей части Д=1,4 и 1,6
мм,исполнения 1,3 из стали ХВ5 .бор 21-014 (016 ) - I (3) ГОСТ 22090-87)5 4)

фиссурные цилиндрические боры с косой непрерывной режущей кромкой типа
22,диаметром рабочей части Д=1,4 мм , 1,6 мм, исполнения К 5 и № 7 из гаер-

45.»
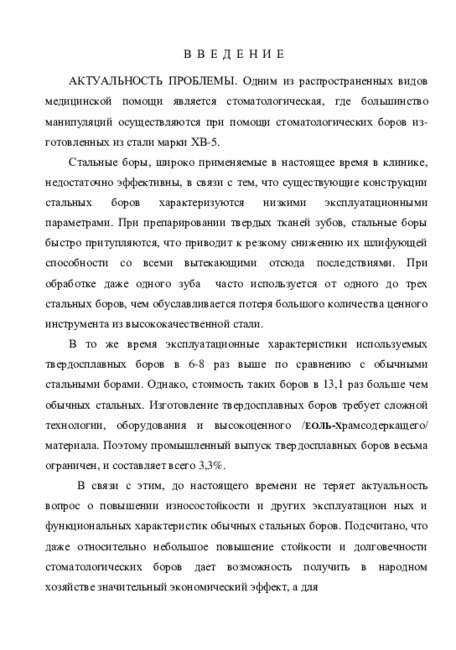
ТИПЫ ЗУБНЫХ БОРОВ
Тип fl
Тип
2Ъ
Тии 13

1-
рабочая часть; 2-шейка; з -
хвоотовик.
Рис. I. Типы зубных боров

47.
zero сплава BK5-M ( бор 22-014 (016) - 5 ( 7 ) ГОСТ 22СЭ0-57) ; ;)
фиссурные цилиндрические боры с прямой прерывистой режущей ттомкой типа
23, диаметром рабочей части Д=1,4 и 1,6 мм, исполнения I и 3 из стали ХВ-5 (
бор - 23-014(016) - I (3) ГОСТ 22090--
?
).
В зависимости от диаметра рабочей части число зубьев боров варьировало
от 6 до 8. .
г \,
2.2. Использованные установки и методики ионной
обработки стоматологических боров.
Экспериментальные исследования были направлены для выработ-
оптимальной технологии обработки - ионной иплангации стомаго-тегических
боров и оценки эффективности указанной обработки на гнеллуатационные
характеристики последних. Кроме того, как метод сравнения мы производили
оценку эффективности ионно-плазмен-нтго напыления бора ннтридом-титана.
Для осуществления ионной имплантации нами использовался ускоритель
ионов типа " БИЗУЗПЕ-Лм"" с модернизацией, а нанесения нитрид титанового
покрытия производилось методом конденсации тзществ из плазменной фазы в
условиях ионной бомбардировки (КИБ) три помощи установки "5УЛАТ-3" или "
ПУСК
Установка "ВИЗУВГ!П'-21.1" представляет собой упрощенный ускоритель
ионов, конструкция которого представлена на рис. 2. Ускоритель включает в
себя: ионный источник - I, системы формирования ионного пучка - 2, системы
ускорения - 3, приемную камеру с системой крепления образцов - 4, а также
блоки питания :: управления. Приемная часть установки была
переконструирована для возможности установки стоматологических боров и
возможности разномерного облучения их режущей части.

48.
I-ионный источник с блоком питания; 2-система формирования
ионного потока; 3-система ускорения ионов; 4-рабочая камера;
Рис.2. Блок-схема установки "Бизувий-2М"

49.
5-карусель для крепления образцов;. 6-вентили; 7-параструйный
насос;, 8-форвакуумный насос.

50.
• Ионный источник представляет собой стандартный источник зянинга с
горячим катодом, работающим при давлении рабочего за в камере Р=1,3-6,5 х
10
х
Пасскалл. При напряжении катод-рпус 150-200 В и токе катода до 200 А,
устанавливается и стабил! груется ток заряда в камере источника 0,5-2,0 А.
Ионный ток из :гочника вытягивается подачей напряжения порядка 10-20 кВ на
ютрагирующий электрод, и подается далее в систему формирования :нного
пучка, который представляет собой трехэлектродную линзу электроды
сканирования. Сформированный ионный пучок затем пос-нзает в
многосекционную металлокерамическую ускоренную колонну, 'зспечивающую
равномерное падение потенциала ускорения до 150 кВ. :::емная камера
представляет собой цилиндрическую вакуумную каме-",находлцурося под
высоким отрицательны... потенциалом, и находящу-;л в специальном
ограждении. Откачка вакуумной сисге...м осуществится форвакуумным и
диффузионным насосами до давления не хуже :10~%А. Для регистрации
ионного тока и дозы облучения в прием-й камере смонтирован цилиндр
§арадея, соединенный с блоком парения дозы:счетчик дезы обеспечивает
чувствительность до 0,1 л/импульс. Сепарация ионного потока осуществлялась
по массам применением фильтра Вика, расположенного в системе
формирования иного пучка, что позволило вытягивать из ионного источника
од-родный ионный поток.
Ионная имплантация осуществлялась азотом, аргоном с сепара-:ей ионного
пучка, которая приготавливалась в специальной камзол ока натекателей, и
вводилась в камеру источника через (и-тры» Энергия ионов при облучении от
Е=20 кэВ дс 5=120кэЗ,лнсг-егь тока ионов от С,5 - до 5 мкА/см2» Облучение
велось в ннг.-рзале потоков 10 -X0
iO
ион/см2 для аргона и 10 -10
х3
ион /см2 для

51.
азота.Оценочная температура поверхности образцов при имплантации не
превышала 150°С.
Порядок проведения ионной имплантации в установке "Визувий-II"
осуществлялось следующим образом:
2. Включается ионный источник и производится бомбардировка ::онами
аргона, с разной энергией и дозой,после ионный источник выключается и
камера откачивается до давления не менее 1x10 -
:хЮ"°тор.
3.
Вторично включается ионный источник и производится бом-
бардировка ионами азота с определенной энергией и дозо;*!*
4.
Откачка до давления 1x10 тор,остывание образпов до помнатно::
температуры и извлечение образцов,.
Вакуумная установка "Булат-3" содержит вакуумную камеру/Рие,-^ :
:
эрозионными ускорителями металлической плазмы и поворотным
устройством, высоковакуумный и формавакуумный насосы, систему водачи
лигируюцих газов, что дает возможность получать нитридные, парб,идные и
другие слои в покрытии. Скорость осаждения пленки за расстоянии 270 мм от
испарителя до 40 мкм/час. Рабочее давле-вне в камере 5x10 мм рт.ст.
Порядок проведения обработки в установках "Булат-3" следую-
Тщательно промытые л очищенные от загрязнения стоматологические
боры помещают
ъ
кассету и загружают в рабочую камеру,ко-

52.

Рис. 3. Общий вид установки "ПУСК".

54.
тзрая затем вакуумируетея до 5хЮ"
5торв
Бп
У
сгив
в
камеру газ, возбуждают
тлеющий разряд, поверхность изделий подвергают бомбардировке ионами,
дополнительно очищая ее и подготавливая к нанесению покрытий.
По-.завершении ионной очистки проводится дополнительное ваку-*лрование
камеры и между катодом и анодом источника ускоренных снов возбуждается
низковольтный сильнотечный дуговой разряд, :зспечивающий генерацию
плазмы за счет эрозии катода. Ионы плаз-фоку оируются под отрицательным
потенциалом. Для получения покрытий сложного состава в камеру подается -
активный газ (азот), и ионы наносимого материала вступают с нл-в реакцию,
образуя на поверхности изделия сложное по составу хрытие - нитрид титана.
Для установления оптимальных режимов обработки поверхности гвльных
боров с максимальным улучшением их физико-химических —.ств, мы провели
ряд серий опытов. При этом, в одних сериях .. глериментов варьировали дозы и
энергии ионов облучаемого азота, - изменяя параметры ионов облучаемого
аргона,.а в других, наобо-в, варьировали дозу и энергию облучения ионов
аргона, оставляя
ъг
изменения параметры ионов азота. Во всех сериях опытов
после н:-:ой обработки модифицирования поверхности стальных боров ис-
вдовали на микротзердость, износостойкость, режущую способность,
эрозионную стойкость, сгоценкой степени шероховатости самих бо-а до и после
облучения.
Для оценки эффективности и сравнительного анализа свойств мо-
нтированных боров ионной имплантацией, исследовались боры из "вида титана.
2.3. Методики и устройства для физико-химических
испытаний.
2.3.1 Методы исследования микротвердости.

Метод исследования поверхностных слоев на микротвердость
зляется одним из самых универсальных способов определения сте-
зни упрочнения и деформации приповерхностных слоев металлов
сплавов.
Так, в частности, изменения микротвердости по-
зрхностных слоев при различных нагрузках на индентор позволяет
хределять структуру напряженно-деформированных слоев металлов
хосле поверхностной обработки.
С другой стороны,повыше-
но микротвердости поверхностных слоев характеризуется их упрочением после
ионного облучения и является качественным показателем эффективности
данного метода.
Измерение микротвердости (ГОСТ 3550-75) проводилось на тандартном
приборе ПТМ-3 . Прибор ПТМ-З представляет собой микро-хоп, снабженный
специальным предметным столиком и механизмом агружения, в котором
закрепляют алмазную пирамиду Виккерса.
Величина микротвердости определяется по омпёрической
ормуле;
и
1854 х Р . кГ/мм2 ( I)
ь
f
j *
де : Р = нагрузка ( КГ) ;
J
= диагонали отпечатка ( мм2).
В соответствии с поставленной задачей исследования, были роведены
измерения микротвердости имплантированных слоев стоыа-слогических боров
как на косых шлифтах при угле
до
£0°,
так и а поверхности при нагрузках на
индентор Р = 10-150 г."
2.3.2. Методы исследования износостойкости и
режущей способности.

56.
Эффективным методом исследования степени упрочнения рабочей '«аоти
стоматологических боров является испытание металлов на износ, так как трение
неизбежно во всех механических системах и оызывает значительное разрушение
пар трения в результате износа, износостойкость поверхности - это степень
сопротивления поверхности упруго-пластической деформации. При работе со
стоматологическими борами происходит абразивный износ. Абразивный износ
обусловлен внедрением твердого выступа одной поверхности в другую
ж
переносом срезанного материала в пространство между контакти-5„нмими
поверхностями, то есть происходит переход от процесса ■попахивания
поверхности, характерного для адгезионного износа, ж ее срезу.(
ЧЧ
).
Износостойкость инструмента при этом ниже, для адгезионного износа и
определяется как :
(J= G
Н/Р ( 2. ), гон :
О
-
:шосостойкость ; Н - твердость ;
С - функция, определяющая пластические характеристики материала,*
Р - приложенная нагрузка. Износостойкость и производительность( режущая
способность) с!нчных стальных и модифицированных боров нами определялись
просверливанием искусственных металлических коронок и металлических
пластинок, а также по количеству удаленной твердой ткани с/ба в течение
определенного отрезка времени при скорости враще
ж
бора 3000 и 10000 об/мин,
и с нагрузкой 0,5 кгс (4,9Н>. Про-зерливание осуществлялось при помощи
наконечника описываемого алее и на предложенном нами оригинальном
устройстве (рациона-лзаторское предложение
1Ь
732 Ташкентского
Государственного медицинского института от 26 марта 1987 года авторы:

Нигматов Р., абилов Л. : "Устройство для исследования эксплуатационных ха-
актеристик(износостойкости и режущей способности )стоматологи-=ских боров
и фрез"
г
.
Разработанное нами устройство состоит из следующих основных астей ( см.
рис. 4). Установочной плиты (I), соединяющей :э узлы в одно целое;
электродвигателя - 2(шлифомогор ШМ-1); агрузочного устройства - 3,
позволяющего изменять величину на-' рузки на режущий инструмент под углом
30° относительно оси; мконечника - 4, к которому прикрепляются исследуемые
образцы *оры и фрезы); столика - 5, на который закрепляют образцы мате-::ал*а.
Для моделирования металлических искусственных коронок и еталлических
конструкций бюгельных протезов на столике закреп-лэтся пластинки из
хромоникелевой и хромокобольтовой стали. Для жсации экстрагированных
зубов имеются специальные зажимные отройства,обхватывающие зуб со всех
сторон.Для фиксации всех тих образцов материала, на столике имеются
специальные пазы, с акрепляющими винтами - 6.
Устройство отличается тем,что в качестве электродвигателя рименен
зуботехнический шлифмотор, а нагрузка на режущий ин-труменг подается
через нагрузочное устройство под углом 30° направлению бора, что позволяет
контактировать наиболее остро

58

59
Рис.
4. Устройство для испытания эксплуатационных

60
ха
ра
кт
ер
ис
ти
к
ст
о
м
ат
ол
огических боров / описание в тексте/.

61.
выступающие режущие зубцы рабочей части инструмента с исследуемым
материалом.
Для определения эффективности износа стоматологических боров
,последние взвешивались до и после про сверления металлических коронок и
пластинок на аналитических весах ( ВЛР-200) с'точностью до 0,0005 г (
5 т
Ю"
4
) (ГОСТ - 24104-80).
Измерялись максимальные и минимальные диаметры рабочей части
боров при помощи микрометра мК, модель 102, 0-25 мм ГОСТ ;507-78 с
допустимой погрешностью +0,004
ш
. расчет коэффициента износа проводился
по формуле :
= \ , С з.)
о( -
коэффициент износа ;
вес стоматологического бора до опыта (мг) ;
вес стоматологического бора после опыта (мг)
j
$ -
площадь рабочей части бора ( ммм) ;
±
нагрузка ( кгс , Н ) ;
1 -
время ( мин).
При опрете:
ынни
режущей способности зубных боров проевер
: мелись металлические пластинки, специально отлитые для этой
Т
;лп из
хромоникелевой стали ( толщина 2мм), и после завершения мтмта измерялась
глубина просверления. Глубину просверления ме-тмиллческов пластинки
измеряли при помощи микрометра часового : :та со специальным
предложенным нами приспособлением (индпка-т:р часового типа с
ценен
деления 0,01 мм ГССТ-577-58
)о
?лс. 5.
Длл оценки стойкости зубных боров был выбран еще один показатель -
производительность бора. Производительность - зто коли-


63.
еетво удаляемой стружки за единицу времени работы бора. Для того
обрабатываемые зубы взвешивались до и после препарирования обработки) и
высчитывалась производительность инструмента по ормул е:
Q
- производительность, мг/ мин.; M
Q
- вес
зуба до опыта , мг ; Mj- вес зуба после
опыта , мг ; - время обработки, мин.
2.3.3. Методы исследования коррозионной стойкости.
Защита от коррозии представляет комплекс мероприятий,направ-гнных на
предотвращение и ингибирование коррозионных процессов, охранение и
поддержание работоспособности инструментов в трэбу--м:: период
эксплуатации.
Степень коррозионной стойкости металла к воздействию агрес-:зной среды
,то есть степень пассивности играет значительную :ль в эксплуатационных
характеристиках металла.Пассивация поверх-::-ти металла каким-либо методом
снижает его поверхностную энер-' :гз и тем самым изменяет его
трибологические свойстваГГ.. вссивация поверхности металла с помощью
ионной технологии явля-гся наиболее современным
-
; и перспективным.,
методам, обработки :б ерхности.
Исходя из этого, для нас представлял большой интерес, каким -разом и в
какой мере использованная нами методика модифика-хи рабочей поверхности
стальных боров отразится на их антикоррозийных характеристиках*

Для исследования коррозийной устойчивости стоматологических боров
были отобраны в качестве контроля 20 стальных боров серийного производства,
а также соответствующее количество боров этого типа, покрытых нитридом
титана и столько же боров ,обработанных ионной иплантацией.
Стоматологические боры погружались в растворы»-^1$ растворы}*
поваренной соли, едкого натрия, соляной, уксусной, щавельной и лимонной
кислоты,
2?о
раствор хлорамина и 3$ раствор перекиси водорода ( срок от I дня
до 6 месяцев)с периодическим исследованием структурных изменений их
поверхности. Кроме того,такие же образцы в количестве по 10 штук были
подвергнуты 10-кратному воздействию суховоздушной стерилизации по
общепринятой метотине. Образцы были исследованы визуально и с помощью
лупы.
Как известно,при коррозии происходит одновременно две реакции :
1. Анодная реакция (окисление) - металл отдает свои валент-
ные электронн:
Me — Me
2
* + 2е~
2. Катодная реакция ( восстановление ) - в которой за счет
потребления валентных электронов происходит восстановление во-
дорода:
2Н* + 2е_
^И^»
В общем виде модель растворения металла имеет следующую схему:
Ые* ре"ш - Me* ад
- I
Lie*ад - Me
2
*
1
+ е" - П
Me
2
*
1
- Ме
+
- I

65.
Схема представляет собой трехстадийный процесс растворения
металла,при котором атом решетки металла переходит в адсорбированное
состояние на поверхности ( реакция I)
;
далее происходит переход этих
адсорбатов в катионы металла ( реакция П) и переход их в раствор ( реакция III
). Важную роль в осуществлении . :-глх реакций играет состояние поверхности
металла, его поверхностная энергия. Выход различных дефектов на
поверхность пони-хают поверхностную энергию, способствуя переходу атомов
металла вп положений в кристаллической решетки в раствор, тогда как по-
верхностные пленки химических соединений, связывая поверхностные ввомы
повышают ее энергию.
Электрохимическое растворение металлов в электролитах приводит к
тому,что в большинстве случаев у поверхности электрода возникает двойной
электрический слой - поверхность металла приобретает заряд одного знака, а
прилегающий слой раствора - про-охзоположного. Возникающий при этом
потенциал - Эдс является главным параметром, определяющим скорость
электрохимической реак ххи. Изменение разности потенциалов между
электродами в электролите, в зависимости от изменения потенциала
исследуемого электро да, будет характеризовать изменение скорости
электрохимических оэакций или коррозионного тока на исследуемом
электроде:
где : - есть разность потенциалов между электродом сравнения и
исследуемым.
Методикой, позволяющей определить эту зависимость и основанная на
измерении коррозионных токов в зависимости от измене-, ния потенциала
рабочего эдектрода, является потенциостатическая

методика исследования коррозионных процессов.
:
Потенциостатическая методика позволяет более полно оценить степень
коррозионной стойкости поверхности боров и ее изменение после
поверхностной модификации. Поэтому исследование коррозионной стойкости
мы также осуществляли путем определения величины плотности тока коррозии
на основе анодных поляризационных кривых, снятых в 3$ растворе поваренной
соли, а также путем стабилизации по OCT-64-I-7 2-7 2 при помощи
потенциостата типа "П-5827".
На рис, 1 6. приведена схема потенциостатических испытаний, :
использованием потенциостата типа "П- 5827".
По этой методике исследуешь образец - рабочий электрод,по--эщается в
специальную трехэлектродную электрохимическую ячей-ну. Подача
потенциала на исслелуемый (рабочий) электрод, осуще-:тзляется при помощи
вводимого в ячейку вспомогательного электро-да и измеряется относительно
электрода сравнения. В качестве мнектрода сравнения использовался
стандартный водородный электрод, имеющий нулевой потенциал. Запись
кривой анодной поляризации осуществлялась на дзухко^динатном самописце
типа Н-ЗОб, с подачей на координату X потенциала развертки,а на 7-логарифма
тока поля-:::зации от рабочего электрода.
2.3.4. Методы визуального и инструментального
изучения рельефа исследуемых поверхностей. '
Задачей этих исследований являлась сравнительное изучение вбочей
поверхности зубных боров, препарированной поверхности :убов и зубных
протезов.

67.
Материалом для изучения явились стальные,/а также твердосплав-гме
боры и модифицированные боры после ионной обработки. Препаров-

ЭлЕОТОХШиЧЕСШ ЯЧЕЙКА
П-582?

Р
ИС
.
6, Схема потенциостатических измерений
потентостатом "11-5527"
1-рабочий электрод; 2-электрод
сравнения; З-вспомогательный
электрод

у твердых тканей проводили в свемеудаленных(по ордопедичесхх-
оргодонтическим показаниям)зубах человека. Для исключения либок при
сопоставлении полученных результатов, в основном не-
ледовались зубы одной групповой принадлежности.
характеристика поверхности всех исследуемых объектов осу*
эсгвлялась следующими методами:
1. Визуально .
2. С помощью лупы, стоматоскопа ОПН-178 и световой микро-
копии при помощи микроскопа МБС-9 на отраженном свете с уввли-
янием объекта до 80 раз.
3. О помощью скандирующей электронной микроскопии
4. Профалографически с помощью профилометра типа "П-210"
в
Визуальные и
инструментальные методы оценки характеристик гзерхности производились
при изучении:
а) поверхности стоматологических борОЕ опытных и конгроль-
:х образцов, до и в процессе их эксплуатации;
б) поверхности эмали зубов до и в процессе их препаровки;
в) поверхность металлических и пластмассовых зубо-протез-
;х конструкций до и в процессе их обработки.
При исследовании обращалось внимание на рельеф поверхности, вличие
шероховатости, трещин, сколов, образования раковин или -плавок. Достаточно
подробную информацию о рельефе дает микроско ,:л в отраженной свете,где
изменяя угол падения света мы имели возможность получать и объемную
характеристику отдельных элемента исследуемой поверхности.

Растровая электронная микроскопия проводилась при увеличена от хЮО
до х20000 раз. Подготовка образцов к электроннолкроскопическому
исследованию заключалась в следующем:
1.
Отбор материала для-исследования и его фиксация в
2?о
растере
глутар-альдегида на нейтральном фосфатном буфере.
2.
Обезвоживание образцов,пут ем дегидротации в растворе цетона в
возрастающей концентрации.
3.
Высушивание. Высушивание проводили методом перехода крити-
еской точки в аппарате "НСР-2" с использованием закиси азота.
4.
Поверхностное напыление золота. Кроме образцов стомато-:гических
боров, все материалы подвергались поверхностному напы-=нию слоя ' золота,
в специальной установке для ионного напыления • 3-3"
{Qbco
,Япония").
Степень шероховатости режущей грани рабочей поверхности
гематологических боров определялась с помощью профилометра ти-в "П-
210",ощупыванием поверхности алмазной иглой( тип прибора : ГОСТ 95-04-
60-П-Ю). При помощи профилометра определялась также
5роховатость
поверхности твердой ткани зуба после обработки е разными борами, в том
числе модифицированными борами, для опреснения их функциональных
свойств.
Эффективность протезирования и сроки пользования ими, их :стояние в
полости рта во многом зависит от качества шлифовки и мировки
ортопедических конструкций. Вместе с тем, ассортимент 'разявных
инструментов, имеющихся в распоряжении зубных техников врачей-
стоматологов не всегда позволяет получать необходимое вчество обработки
готовых протезов.

В связи с этим, нами исследованы характеристики препарирован-:й
поверхности зубных протезов обработанных разными режущими -
гетруменгаыи. Характеристики препарированной поверхности сплавов
металлов,используемых для зубного протезирования изучалась на
специальных отлитых заготовках кромо ник елевых пластинок размерами
50x20x2 ммм после обработки их в стандартных условиях шаровидными и
колесовидными борами( контрольных и опытных образ-лов).
Характеристика препарированной поверхности стоматологиче-:ких
пластмасс изучалась на 34 стандартных пластмассовых зубах 'Эстедент-
02",производства Харьковского завода ТУ 64-2-264-87, -.асон 12,из которых 5
контрольными, 29 опытными образцами. Обработке подвергались
вестибулярные поверхности искусственных вубов» Все препарированные
поверхности образцов подвергали тем лэ методам исследования,
-
которые были
использованы при исследо-:-алии твердых тканей зубов.
Количественное распределение экспериментального материала ванной
работы представлено в таблице 2..
2.4. Материал и методы клинических, медико-
технических исследований.
Клиническое исследование проводилось у 112 больных обратившиеся в
клинику ортопедической и терапевтической стоматологии i I ТашГосМИ , в
возрасте от 16 до 70 лет ( 37 мужчин, 75 женщин) ;вего были препарированы (
формированы) кариозные полости 144 зу-:зв пациентов.
При проведении общеклинических исследований обращалось химание на
общее состояние организма^ на состояние зубов, на наличие зубных

отложений, налетов. Тщательному исследованию :здвергались зубы до, в
процессе и после препаровки разными

74.
^ S
Вид зубных боров n/nj
| Микротвер-j
дость
1 *
j Износостой-}
кость
!
i
|
Коррозионная
стойкость
}Профилогра-
|фия поверх-'
ности..
!Электронно- !
!сканирующая !
!микроскопия !
Всего:
\ /У ! п. \
!
п.
! /V
1
tu \ Л?
! ^ .!
^ ! V
I. Стальные
17
504
68 168
25
25
16
16
В 48
134 761
2. Модифициро в анные
116
1236
114 314
44
44
34
34
15 90
323 1718
3. Боры с Т£/^ покрытием
17
504
70 170
23
23
19
19
10 60
139 776
4. Твердосплавные
. 5
90
68 168
-
-
5
5
II 66
89 329
В С Е Г О :
155
2334
320 820
92
92
74
74
44 264
685 3584
гituHi
тн
c'l
'uMM
'i'ti.iiiii'niii
.itих.
Oujjim

^9
зидами боров.
Влияние эксплуатационных характеристик опытных и контрольных
образцов 'боров на качество препаровки зубов изучали таким образом, чтобы
исключить возможные вариации твердости и износостойкости зубов у
различных индивидиумов. Поэтому нами подбирались в основном такие
пациенты, которым было необходимо произ-одить препаровку на менее, чем
на одной паре симметричных зубов, рн этом препаровку одних зубов
производили опытными,а других, :знтрольными образцами боров.
Например : б!6 ,
7 1 7 ,
5 ! 5 , 4 ! 4 и т.д. на верхней или нижне! гаяюсти.
Методика стандартизации процесса препаровки и
экспериментальных исследований боров.
На процесс препарирования зуба также оказывает существенное внннне
С
изикс-механические и геометрические свойства режущего инструмента.
Учеств влияние всех параметров препарирования фактически невозможно, и
поэтому ,ыи пользовались методикой Л.Круглика (I960),принимая во
внимание наиболее типичное их очетание : тип
и
качество инструмента -
L
,
частота вращения ~струмента
- A v
, давление инструмента на зуб - р , время
препа-прования - £ •
В процессе обработки конкретного зуба параметры
уь
,Р , и: поддерживали
практически неизменными, так как частота враще-::н инструмента всегда
была I00C0 об/мин., время препарирования : всех опытах ограничивалось
одним и тем же отрезком времени, давление
инструмента
регулировалось
при помощи предложенного i
-Ji
наконечника,ограничивающего давление на
препарируемый зуб

5.9.
(рационализаторское предложение № IOG7 Ташкентского Государственного
медицинского института от 8 февраля 1989 года авт.НИгнатов Р., Терехов
В.В.-"Приспособление к прямому наконечнику,дозирующее давление
инструмента на препарируемый зуб").
Приспособление к прямому наконечнику, отличается тем,что с делью
регулирования и поддержания постоянного
давления абразив-
ного инструмента на препарируемый
зуб^выполнеда с
тарированной Друниной и сцепным фрикционным устройством, имеющим
специальную ~орму .для лучшего сцепления и центрирования валов»
На рис7.
изображен чертеж предлагаемого приспособления
х наконечнику.
Сконструированное нами приспособление регулирует силу за-хепления
фрикционной ...тфты так,чтобы при заданном давлении 'рикционная передача
не проскальзывалась. При повышении давления, относительно
заданного,происходит прсбуксо%ание (проскальзывание) фрикционной
передачи между валом инструмента и валом хривода. Это приспособление
позволяет избежать препарирование в большим, чем необходимо, давлением
на зуб, обеспечивая тем самым безболезненный силовой и температурный
режим препарирования.
Таким образом, параметры
il
Р мы старались сделать наиболее
идентичными, то есть стандартизированными.
Термометрические исследования .

Для изучения степени нагревания твердых тканей зуба во время
препарирования использован предложенный нами электронный тер--ометр
стоматологических - ЭТС-1(рационализаторское предложение
lb
1015
Ташкентского Государственного медицинского института

r t c ,
7о
IipauOii наконечник с приспособлением дознруюпш." давление инструмента па
иропарлруоглш* з„б .
I
-конус сцошюн; 2-^ал нрпводмшп в движении инструмента; 0-регулировочная rail:vo; i O -
B-/ о^снечг^адляи передачу момента и собствошюге
С]
'
С1ТЛ0ШЗЛ
»
II-CB'i
'^LZa.^l
и. ...... ио,У !Г;,:;" iL.
-
, С ;I
?-TapL
ГОъС П:
П
Я
П)УГпТ
:
■ •
о

79.
от 23 февраля 1989 года,авторы:Нигматов Р. ,Зуфаров СА.Дами-дов А. -
"Электронный термометр стоматологический" /Рис.&.Л
Электронный термометр стоматологический изготовлен на базе
пистолета для воздуха от стоматологической установки -УСУ-30, в- конец
которого вмонтирован миниатюрный термодатчиу, изготовленный из
сильнокомпеноированного кремния, который до настоящего времени не был
использован в медицинской промышленности. Термодатчик имеет размер I,Ох
1,0 мм, от него идут два изолированных провода, проходящие через корпус
пистолета. От рукоятки пистолета провода проходят через винилитовую трубку
и подключаются к измерительной схеме. Измерительная схема состоит из
микроамперметра, который градуирован на градусы по Цельсию от 0° до
Ю0°С,
Б основу действия электронного термометра положен эффект •
зависимости сопротивления сильно-компенсированного кремния от
температуры.
Основные технические данные термометра:
1.
Погрешность измерений + 0,5°С,
2.
Пределы измерений от 0° до Ю0°С,
3.
Бремя установления температуры - 15-20 сек.,
4.
Напряжение источника питания - 9 Б, о.
Потребная мощность - 10 Вт.

Б ходе исследования выполнено 360- измерений температуры твердых
тканей зубов, препарированных разными борами на 72 све-
жеэкстрагированных зубах человека.

81.

Рис. 8. Электронный термометр стоматологический

83.
Электродонтометрические исследования препарируешь з'убов.
С целью изучения жизнеспособности пульлы и порога болеЕой
чувствительности зуба использована методика электродиг^ности-:-:и, по
Л.Р.Рубину ( 1950, 1955).
Используя аппарат ЭШ-З ( Ту-64-1-1254-76) мы произвели 214
измерений порога чувствительности у 107 зуб.ов, подлежащих
препарированию до начала и непосредственно после манипуляции.
Изучение образования трещин эмали зуба во время
препаровки.
Для определения частоты образования дефектов зубов во время их
препаровки, нами обследованы IC8 зубов пациентов,обратившихся за
стоматологической помощью.
Из-за трудности стандартизации и регистрации образования
трещин на твердых тканях зубов при различных .формах их препа-
с
ловки ( препаровки под одиночные и опорные котики, под вкладку, хломбу, а
также в зависимости от класса дефектов коронки зуба) .л стремились
использовать этот показатель при относительно идентичных условиях
обработки кариозных полостей под пломбы при дефектах коронки зуба I
класса по Блэку.
Исследуемые зубы осматривались с применением внутриротово-го
освещения от универсальной стоматологической установки. Сбна т/мение
дефектов зубов облегчалось иногда применением стоматоло гхческого
исследования при помощи операционного микроскопа.

Перед осмотром поверхность зуба тщательно просушивалась су ,xi
ватными та.лонами, струей теплого воздуха или эфиром. После этого
поверхность зуба осматривалась путем прижизненного окрашивания. Для
этого поверхность зуба обрабатывалась
1%
раствором метилиновсго синего,
путем втирания намоченного, тампона в течение 2-3 минут.
Нами определялась вначале частота трещин до препарирования, в
потом сразу после формирования полости обычными стальными и нами
модифицированными борами.
Исследование краевого прилегания пломб
Все больные с пломбированными зубами нами были исследованы на
краевое прилегание пломб к стенкам твердых тканей зубов. С :той целью
использован электрометрический способ диагностики праеЕОй
проницаемости пломб, предложенный З.К.Леонтьевым,Г.Г.Ива повой, Д.
м.Стефанеевым ( 1935).
Этот метод основан на способности тканей зуба проводить
электрический ток различной величины в зависимости от ширины ипхрощелп
на границе зуб-пломба при установлении надежного конт .ежду активной
поверхностью электрода и исследуемой поверхностью нуба с помощью
раствора электролита ( 1С£ раствор хлорида кальция). В качестве
измерительного прибора был использован стандарт нмй аппарат для
электрообезболивания "Элоз-Г'( рис.
9 ) .
Всего обследовали 87 зубов у 71 человеку которым после
соответствующего формирования кариозных полостей были наложены
пломбы из силидонта.

Рис. S. Аппарат "Злоз
-I"
с электродами для

86.
электрометрической диагностики краевой

проницаемости пломб

88.
Методика изучения производительности труда
врача-стоматолога.
С целью изучения производительности труда врача-стоыатоло-а в
клинике проводилось определение затрат врачебного времени
ia препарирование кариозных полостей при лечении кариеса
.етрах ГЛ.Базаян, Г.А.Новгородцев, 1968; Р.Г.Синицын с соавт., 974;
Л.Д.Сорокина, 1974 и др:). Для создания идентичных усло-ий при проведении
хронометража брались одни и те не группы зу-оз как указано на стр..5<8, на
симметричных зубах . При помощи екундомера проводилось определение
затрат врачебного времени момента начала препарирования до его окончания.
Во всех случа-х препарирование, скорость вращения инструмента и давление
а инструмент были одинаковые.
Производительность труда врача-стоматолога определялась
о формуле :
,
В ходе клинического исследования выполнено у 134 зубах щиэнтов
определение затрат врачебного гр^еяи на препарировало кариозных полостей
при лечении среднего и-глубокого кариеса.
В таблицах № 3 и $ 4.
предстаЕлен.0
количественное распре-тление
клинического и медико-технического материала' данной

.боты.

5
I J M l i l ' f O i " Г I I t l l i l H I Д l | l l U l 'iH .!!■ ,'1' l l l i M ! ' M i l l t ! t ' l t W IH
H ' l 1 1ЛМТ11|
> l \ i \
.11 (

5
Вид зубных боров
!Кол-во !
обследо-
•ванных
больных
!Кол-во
!Электор- !Измерение'Определе-!Измерение!Всего про
|пренари-
!одонтометIзатраты !ние тре -!краевой 'веденных
!рованных !рическое !врачебно-!щин твер-!проницае-|измерений
!зубов
!исследов.|го времеы!дой ткани'мости з-в|
Стальные
Модифицированны
е
53
53
68
51
5G
64
70
51 57
42
45
208
228

5
ВСЕГ
О:
112
144
107
134
108
87
436

Вид зубных
боров
—(— --------- ir.
---------------- -
j Производитель-j
ность бора
Г С
--- ..... --------------- "■ * г —
1
j Термометрия наг-}
рева твердой • ткани
зуба
-)—-— —
j Профилография j
*" поверхности
j Электронно-ска-
}нирующая микро-
скопия
—Г - ' -- ■ —г-—
■—■—
Всего:
!кол-во
!зубов
!кол-во
!исслед.
!кол-во
!зубов
!кол-во
!исслед.
!кол-во
!зубов
!кол-во
!исслед.
!кол-во
!зубов
!кол-во
!исслед.
!кол-во !кол-во
!зубов !исслед
I. Стальные
25
75
24
120
12 .
12
8
48
69
255
2 .Модифициро-
ванные
25
75
24
120
35
35
38 228
122
458
3.Твердосплав-
ные
4. Алмазные
25
75
24
120
22 17
22 17
14 14
84 84
85
31
301
101
Всего
75
225
72
360
86
86
74 444
307
III5
Примечание:
- количество зубов
- количество исследований
to

94.
Статистическая обработка полученных результатов
исследования
Все материалы клинического и экспериментального исследования были
подвергнуты статистической обработке по методу Стьюдента-- шлира*
Широкое распространение электронно-вычислительных машин ^ЭВМ)
различных типов создало благопричтные условия для внедрения средств и
методов вычислительной математики в медицине. Использование этих средств
позволяет экономить время, затрачиваемое исследователями на проведение
статистической обработки резу-пьтатов клинпко-экспериментальных
исследований( КЗИ).
Существующие методы статистической обработки КЭИ очень труде емки,
многоэтапны и для их применения необходимо абсолютные цифры переводить
в десятичные логарифмы с последующим вычислением :реднего
арифметического значения (Ы) , среднего квадратного :тклоения (<^>),
стандартной ошибки
(ууг)
и показателя точности
С целью облегчения и-ускорения . статистической обработки результатов
исследований мы использовали метод обработки полученных, результатов
исследований с помощью программы для микрокалькуляторов ( ГЖ-52, Ж-56,
Ш-61 и другие программируемые микрокалькуляторы) ( Кадыров I.K. и
др.,1987).
Обработка результатов КЭИ состоит из следующих этапов: I. Выбор
алгоритма.

95.
Подготовка микрокалькулятора к работе. 3. Составление
и запись программы в память 331*.
i .
Введение исходных
данных.
5. Получение результатов.
Выбранный нами алгоритм для составления программы представляет собой
сумму четырех алгоритмов, т.е. : М - среднего арифметического ; & - среднего
квадратичного отклонения ;
wl-
стандартном ошибки j показателя точности .
I
См. приложение 2).
2.5. методика расчета экономического эффекта от
улучшения качества стоматологического ■
инструмента
Расчет экономической эффективности от совершенствования губного бора
и улучшения качества оказания стоматологической лспощи нами проводился
на основании методических рекомендаций
А
-.2
комплексной оценке эффективности мероприятий,направленных мм
ускорение научно-технического прогресса, утвержденных постановлением
ГКИТ СССР и Президиума АН СССР от 3 марта 1968 г,
Z
60/52 по формуле ( I
) :
3 = Р - 3 , ( I ) г г
г
где : Р
р
- стоимостная оценка результатов мероприятия НТП,включающая
основные и сопутствующие результаты на расчетный год
З
г
- затраты на реализацию мероприятия НТП за расчетный год.

96.
Кроме экономического эффекта существует к социальный зф-*5пт,
который выражается в облегчении п повышении производи-тзльности труда
врача, стоимостная оценка которого осуществлл-
тся с использованием формулы (2) методических рекомендаций:
де : Р
р
- стоимостная оценка социальных результатов
мероприятия НТП в году Г ;
R
r
-
величина отдельного результата ( в натуральном измерении) с учетом
масштаба его в году Г;
Д
г
- стоимостная оценка единицы отдельного результата
б
году Г ;
количество
показателен,учитываемых
при
определении
воздействия мероприятия на социальную среду.
Стоимостная оценка единицы отдельного результата в году почитывается
по формуле ( 3 ) :
^
=
к
(3),
те : Зср - средний уровень заработной платы з?. I н а с ; Ь - число
рабочих часов в год.
Величина отдельного результата (
R
r
)
с учетом масштаба во в году, т.е.
количество высовободившихся рабочих часов,исходя л коэффициента
работающих 0,5 ( без учета несовершеннолетних, гнсионеров, домохозяек)
определяется по формуле ( 4 ) :
R
r
= к . £ . д£ , (4)
те: К - коэффициент работающих ( 0,5) ;

97.
- освобождение рабочего времени I больного,посещающего сто мат слог
нч е скую п о л шел инику;
сокращение числа больных,посетивших поликлинику в год, при
использовании усовершенствованной техники,инструмента.
Стоимость затрат на реализацию мероприятия НТП(Зг) за рас-.-тный год
осуществляется с использованием формулы ( 5) :
З
г
- С
м
х
У ,
( 5 )
где : 0.. - стоимсоть одного модифицированного стального бора,* у/
1
-
количество обработанных боров,используемых в стома-
тологиче ской поликлинике. Стоимость обработки одного стального
бора ( С ^) высчи-тывалась по формуле ( 6):
п
С-^хС
т
) +fK
q
- Сап)
/
А
ч
06
- — /л i --------------------------- '
К
9
где :
Ж -
годовой объем модифицированных стальных боров ; Cj - стоимость
нового стального бора - 4,5 коп. ; К
0
- капитальные затраты на всю
программу ионной

98..
имплантации
з
С
ап
- стоимость аппарата для ионной имплантации;
- коэффициент повышения стойкостных качеств стального
бора после ионной имплантации рабочей поверхности по
отношению к новому стальному - 2,0
- количество лет необходимых для выведения средней
стоимости одного модифицированного бора.

99.
ГЛАВА III.
ФИЗЖО-ХИШНЕСКИЕ СВОЙСТВА И
ЭКСПЛУАТА
Т
'ШНННЕ ХАРАКТЕРАИШ
СТОМТСЖОГДОЗСКИХ БОРОВ • ДО И ПОСЛЕ ИОННОЙ
М1ЛАНГАЦИИ
Как уже указывалось, настоящее исследование было направлено на
изучение возможности использования и оценки эффективности методов ионной
технологии для улучшения физико-химических свойств и эксплуатационных
характеристик стальных боров. При этом выбор оптшальных нараметров
ионной обработки основывался . степени улучшения основных характеристик
стоматологических боров.
С этой-пелъю мы испытывали ионную обработку стоматологических
стальных боров в разных комбинациях, маневрируя дозу, энергию
последовательность обработки ионами газов - аргона и азота.
Многократные наши исследования привели к убеждению, что :бработка
стоматологических боров только отдельными газами не приводят к желаемому
увеличению их физико-химических и эксплуатационных характеристик.
Учитывая данные ряда авторов /х.Риес£х,
^•бгршма,
мы
решили исследовать
два вида газов - химически активный азот
л
инертный-аргон в разных
комбинациях доз и энергии для изыскания оптимальных параметров
обработки.
Степень улучшения физико-химических и эксплуатационных ха-
рактеристик стоматологических боров мы определяли путем исследования их
рабочей поверхности на микротвердость, износостойкость ж коррозионную
устойчивость, а также по характеру изменения хкроструктуры поверхности.
3.1 :г1ЖР0ТВЕРД0СТЬ БОРОВ.

100..
Для установления оптимальных режимов облучения стоматологи-еоких
боров с целью их новерхностоного упрочнения, нами были

101.
.t
, ... i - i . . > . . , ; ■ i i A
иирии
Л1
.aujiH'iuuTxw
и^леричтй микротвердости
Виды стоад-1 Количество томатологвческих боров !
количество измерении
тологлчьс ]|[
а
^
Л1ая
поверх». ! Коске шлифы об-
! Поверхность J Косые шлифы
ооразцов
'разцов
i
!
i~
7
----------- 1
, ------- I
г ---------- ~ ------------- т ------------- , -----------
1
*в зависнув зависим яродоль!допе-
{всего *,в задней!в зависи-',на про- {на попе-
} мости от J
o t
нагру! ные 'речи.
'
jмости от J мости от '.дольных 'речных
{дозы и !з"ки на ! шлифаi !лди-лы
!
{энергии }нагрузки (шлифах !шлифах
{энергии J индентор!
i
}и дозы !на инден-j
j
•обработк! „ _ _
'тоо
!
всегс
Стальные
модифицирован-
ные " ™
9
и
7 14
ь
6
17
116
54U
294
444
за
120
144 1236
к:ос оороз
OU4

ьоры с нитрид-
титановым по-
крытием
Твердос плавные
ВСкГО:
а
7
2В
Ь
о 21
16
17 б
165
04U
294
9а 90
378
120
334
Ои4
9а
2334
о

103.
сведены исследования в зависимости от дозы, энергии и вида ио-в.
Сравнительные измерения .микротвердости проводились как на альных борах,
облученных ионами, так и на борах с нанесением них нитрид титановых
покрытий.
Применение метода измерения микротвердости для анализа по-рхностных
свойств модифицированных слоев металла, позволяет енить степень их
упрочнения. Нами были исследованы образцы альных боров, изготовленных
из марки ХВ-5, до и после имплан-рования ионов Ар и V
+
при плотности
ионного тока
j,
= 2мкА/см~. '•герения микротвердости "проводились в
интервале нагрузок на -знтор Р=10-150г, данная методика измерений
позволяет полу-ть информацию о структуре напряженно-деформированных
приповерх-етных слоев металла
/ c Z M $ u t
<bcfg,
r
u
*t
f
b.O.^oLoMSSon.
, 1285 /.
иные о количестве исследованных стоматологических боров и тичестве
измерений микротвердости, дающих представление об ъзме выполненной
работы, представлены в таблице № 5>.
Ыикротвердость образцов из стальных боров, составляющих нгрольнуга
группу /без какой-либо обработки/ находилась в пре-
zax
720 до 900 кг^мм^ по
всей толщине рабочей части образцов.
В таблице
У
М
. представлены изменения микротвердости об-~цов,в за
висимости от дозы и энергии ионной имплантации аргона взота.
Из таблицы 3.2 видно, что микротвердость образцов изменяется
зависимости от энергии и дозы облучения ионами аргона и азота. , при энергий
аргона меньше чем Е=75кэВ и дозы Д=10
14
, микро-рдость увеличивается
незначительно, т.е. до 650-850кгА;м
2
.
Более высокие энергии ГЫООкэВ аргона в дозе Д=10
16
и/мм
2
-ичивают микротвердость такке не-существенно /1220-1300кгДм
2
/,
большую эффективность дали обработка при энергии аргона Е=75-
кэВ и дозы Д=10
14
-10
15
и/см
2
при энергии
Е=30-40кэВ и
а Д=Ю
17
-Ю
18
и/см
2
увеличение мявротвердости доходило до

Таблица
в
ывкротвордость сталышх боров
ъ
зависниости от дозц и
сШориш
последовательно.;" ценно;!: гплхлинтацнл аргона и азота
; 1
-ал стадия обработки ионами ;
аргона
; 2-ая стадия обработки ионами ' ;
азота
; н
J,
1,-
; опоргпл :
» •
Доза
?
Д
-
д
он/сиг
- •
; Энергия \
2—
кэ-Ъ
t
Доза
о
Д-и он/ сьг
;
/ 2
КГ/ШГ
1 р
СО
I 0
io
15
ю
15
650-700
2
0
75
■ ю
14
2 0
350-1300
Оо
90
ю
15
.
30
5.I0
17
1360-1700
1»
'j. •
100
I0
IG
40
1460-1970
G o
ПО
• I0
lu
,i
г;
1U
т о
5*±0
1и
720-900
ilapaiaOTpb
обработки
ихнкротвсрдость

105.
от. 1360 до 2000кг/мм
2
.
Ка рис.Ю. приведены значения микротЕердости поверхности
стоматологических боров, облученных вначале ионами аргона с
различной энергией /Е=10-Ю0кэВ/и в определенной дозе Д=Ю
10
ион/см
2
, и последующим облучением этой же поверхности ионами
азота с Е=40кэВ и Д=10
18
ион/см
2
- кривая I, а также боров,
облученных ионами аргона с Б=100кэВ и Д^Ю-^и/см , с последую-
то
о
щим облучением их ионами азота с Е=10-100кэВ и Д=Ю "ион/ом^ кривая 2.
Данная зависимость позволяет определить режимы предварительного облучения
поверхности боров при различных энергиях и дозах ионов аргона, так кривые 3
и 4 получены поверхностей,, облученных ионами аргона с Д«10*
4
и
Д=10~
6
и/см
2
соответственно, при тех же режимах, что и кривая I. Как видно вз
кривых 1,3,4 проведенных исследований,наибольшее изменение
жЕкротвердости наблюдается при предварительном облучении боров нонами
аргона с Е=70-100кэВ и дозах Д=10 -Ю^ион/см**, а затем ионами азота
Е
д
,+=40кэВ,Д
/у
+=Ю
х8
ион/см
2
с Н=900 до Н=1800-СОООкг/мм**, т.е. более чем в
два раза. Увеличение дозы облучения или энергии ионов не дает существенного
увеличения микротвердости. Последующие облучения поверхности ионами
азота /кривая 2/ в зависимости от энергии ионов также дает резкий подъем
млкротвердости
б
интервале энергии Е=30-4СкэВ.
В таблице 7. приведены результаты испытаний на микротвер-нэсть
имплантированных слоев на борах в зависимости от энергии
z
дозы облучения
ионами азота юсле облучения поверхности /предварительно обработана ионами
аргона с ЗЫСОкэВ при Д=10
15
ион/см?/ з приведенной таблицы 3.3 видно, что по
мере увеличения дозы в энергии облучения, микротвердость поверхности
возрастает в 2-:,2раза. Однако, уже при Е=^=50кэЗ или дозах выпе
Д
/у
,+=Т0
18
ион/см
2
наблюдается некоторое снижение прироста микротвердости.

Рио. .10. Изменение микротвердости / Н/ стальных боров в зависимости от
энергии ионной имплантации аргона и азота
кривая I -предварительная обработка ионами аргона Вгдиа-пазонерэнергии
Е =10-100 кэБ и дозой Д =10
и
ион/cwr с последующей
обработкой ионами азота Е =40 кэБ и Д =1О
10
ион/см
2
;
кривая 2 -S =100 _кэВ,Д =10
15
ион/см
2
и Е =10-100 кэБ, Д =10
х8
ион/см
2
;
кривая 3 -Е =Ю
г
х00 кэВ.Д =10^ион/см
2
и Е =40 кэм, Д =1С
1Ь
ион/сгГ;.
кривая 4 -Е =10
Г
Ю0 кэБ.Д =10
16
ион/см
2
и Е =40 кэБ, Д =10^
а
ион/см
2
.

L
таблица
К
I
Изменение поверхностное ьМиротъердостл II
i i : v /m, r )
• ' j
сБо.латол
огпчес:слх
стальных
боров
и
зависимости
от
дози
:з
энергии
азота
I
ГГ." ,

L
(предварительная обработка иоиа.ш аргона с iii-iOO кал и Д-10 noi/ci,^).
I
д—
ае
и!
а
16
кэь
: 20
i
:3xj
X
40
кэБ :
a
0
к
ЭхЗ
- 1 о . , , . *
CiVi :
740
: 705
*
•
795 :
cJ4o :
850
- lw ,
у
- p
: 790
•
•
i?95 : 1005 :
910
±7.
905
: I2oQ
•
•
1од5 : 1675 :
io20
±0
Хи
п ее ^
/
.
.
985
: •I4i0
•
•
Io50 :
1950 :
1410
- j. w,
iilO
; ieou
•
•
•
1
g
65
i
1520
Io75
hpnivi
знание; Исходи:
iLup;
;ogtl
CTceibiiiiX
боров
11-720
Ki^ivB?,
<2
г
-
C
D

8.0.
На рис JIпредставлены результаты испытаний на микротвер-дость
поверхностных слоев боров в зависимости от дозы их"облучения при
постоянных значениях энергии бомбардирующих ионов для аргона Е=100кэВ,
для азота Е=40кэВ/. Предварительное облучение поверхности боров ионами
арогона с Вд.^ЮСкэВ и последующее облучение их ионами азота с E
v
+~ 40кэВ
и дозе азота
Л^+-
Ю
1а
и/см
2
с ростом дозы облучения аргона выше Д=10
15
и/см
2
происходит спад прироста микротвердости /кривая I/. В то же время подл
едущее облучение поверхности ионами аргона и азота с ростом дозы
имплантации азота, начиная с Д=Ю и/сып приводит к постепенному
возрастанию микротвердости поверхностных
о
слоев стальных боров с выходом на максимум до К=2100кг/мм
Л
' при
1=10^ион/см
2
/кривая 2/.
Для определения влияния ионного облучения на структуру и свойства
приповерхностных слоев нами были проведены также ис-еледввания
микротвердости слоев повергнутых имплантации ионов как при различных
нагрузках на индентор, так и на косых шлифах з зависимости от режимов
ионной имплантации. Ьа рис 12.представлены результаты измерений
микротвердости при различны:»: нагрузках на индентор прибора Ш'ГГ-3
/микротвердомера/ на стоматологических стальных борах, облученных ионами
аргона с Е=100кэВ
z
дозы Д^ГО
1
* и Д=10
хо
и/см
Л
/крявые I и 2 соответственно/, а
такке на борах с нанесенными на них покрытиями из нитрида титана /кривая 3/.
По оси абсцесс на рис.3 отложены глубины вдавливания алмазной пирамиды
при различных грузках на пирамиду, пересчитанные из величины диагонали
отпечатка на исследуемом /атериале, согласно формуле расчета,
предложенного Григоровичем В.К. /1976/.

10°
Ю
м
iO
iS
iO
i6
Ю
№
Ю» i<?°
900
бО
О
ЗО
О-
Рис. II, Изменение микротвердости / Н/ стальных боров в
зависимости от дозы ионной имплантации аргона и
азота
кривая I -I =100 кэБ, Д =10
13
-10
18
ион/см
2
и 5 =40 кэВ, Д
=1С
18
ион/см
2
;
кривая 2 -Б =100 кэВ, Д =10
хо
ион/см
Л
и
I =40 кзБ, Д =10
х3
-1С
19
ион/см
2
.
ai
лН ,
^5oo ■
120О
I
------
1
Д~НОН/ам*

Рис.12. Изменение микротвердости Н=/Н * -Н / облученных
стальных боров/1,2/ и" стальных боров с Т ■: v
покрытием /3/ в зависимости от глубины внедрения
пирамиды
кривая 1 - Е =1С0 кэВ, Л =Ю
1б
ион/см
2
и 3 =40
кэБ, Д= Ю
18
ион/см
2
;
кривая 2 - Е =100 кзЕ, Д =10 ион/см и Е = 40
кэВ, Д =Ю
17
иок/см
2
;
кривая 3 - е TV//' покрытием / = 5 мкм/.
-зоо

112.
где
L.
- глубина вдавления d -
диагональ отпечатка.
С другой стороны,известно, что по величине изменения микротвердости
можно оценивать степень напряженно-деформированного состояния
приповерхностных слоев на облученных материалах /Бочвар,1251/. Как видно
из кривых на рис.3 для боров, облученных по описываемой методике, при
малых нагрузках на лядащтор определяется резкое повышение
микротвердости, которое затем снижается до величин,равных исходной
микротвердости. ~ри этом на борах, облученных при малых дозах ионами
аргона
наблюдается резкое снижение микротвердости в обла-
сти глубин внедрения 3-4мкм, тогда как повышение дозы облуче-
ния
приводит к более плавному изменению микротвер-
дости без такого снижения.
Поверхностная микротвердость боров с покрытиями из нитрида-титана
превышает микротвердость имплантированных /модисици-гованных/ боров.
Но при этом с повышением нагрузки на индея-:эр, т.е. при больших глубинах
внедрения выше
L -
5мкм происходит существенное снижение
микротвердости, даже до уровней нпгхе исходной величины.
И^хчение^глубины^модй^ш
После ионной имплантации поверхности образцов, нам было л^тересно
узнать, на какую же глубину происходит упрочнение [поверхности стальных
боров, т.е. на толдину имплантации ионов .i-TH же влубже нее, т.к.
имплантирующие ионы внедряются в тол---:у до 1-2мкм. Для этого нами
исследованы микротвердости еталь-ах боров по косому шлМу /^=10% Образцы

113.
исследовались после »:дидикации поверхности ионами аргона с энергией
Е=80-100кэВ и
дозой Д==10
15
и/см
2
с последующим облучением ионами азота с энер-
гией Е=40кэВ и дозой Д=С0-°и/см^ /рисДЗ.крлвая
If/
И после
покрытия нитридом титана /кривая 2,рис.13/.Измерения микротвер-
дости начинали проводить с расстояния 2мкм от обработанной по-
верхности. На рис.4 представлены кривые относительного изменения
микротвердости по шш?у в зависимости от расстояния поверхности
кяутри. Как #идно из графика микротвердость образцов после об-
лучения ионами повышается, а затем с 5-8мкм глубины начинает .
медленно спадать, оставаясь выше исходной до глубины 50-60мкм,
что более чем на порядок превышает глубину имплантации. По при-
веденным кривым можно оценить эффективную толщину модифициро-
ванного слоя; так как глубина имплантации гораздо меньше моди-
фицированного слоя, то основной вклад ./согласно
Томпсон
'.,1971; Быков В. л др.,1977/, в упрочнение металла на такую
глубину дает радиационное де-Тектообразованке и раднционно-сти-
^уллроваяные процессы, происходящие в процессе ионной импланта-
гла. Приповерхностная микротвердость боров с покрытиями из нит-
,.лда титана существенно выше, чем для имплантированных слоев
. Л
о(5л
=1960 кг/мм'
0
, Кр
у
=2200
КГ
/
MM
'V,
НО
уже с/
п
=5-бмхш проис-
тсдит снижение или разупрочнение приповерхностных слоев, т.е.
ипкротвердость ее становится ниже, чем исходная. Хотя в дальней-
же:л микротвердость незначительно возрастает а на глубинах выше
if0-180 мкгл доходит до значений соответствующих исходному, не-
•:работанному бору.
Таким образом, исследование микротвердости модифицированных -разцов
стальных боров в зависимости от последовательности об-ботки ионами

114.
аргона и азота, энергии л дозы ионно:; импланта-
-2
позволяет определить и
технологически оптимальные режимы иной имплантации, и степень
напряженно-деформированного состоя-имплантированных слоев. При этом
небольшой прирост микротвер-

115.
Ряс 13, Изменение микротвердости обработанных стальных
боров относительно контрольному образцу
/пунктирная линия/ по косому шли<|у
кривая 1 - микротвердость стальных боров обработанные
методом ионной имплантации;
// кг/лил
г
2600
б
-40
80
-120 *60 200 240
АмКМ

116.
кривая 2 - микротвердость стальных боров с ионно-
плазменным покрытием нитрида титана.

117.
дости мы получили предварительный имплантацией аргона в режиме Е=80-
Ю0кэВ, при Д=10
15
и/см
2
с последующей обработкой азотом с Е=40кэВ и
Д^ХО^и/см^. При всех режимах обработки наблюдается почти линейная
зависимость поверхностной микротвердости от
T P "
О
ТО
дозы имплантации азота в пределах от Д=10- ион/ем*', до Д=Ю
Х
' ион/см
2
.
Исследование микротвердости по косому шлифу показывает возрастание
.поверхностной микротвердости до, 50-80' мкм глубины.
Испытание стальных боров на микротвердость после их нитрид
титанового покрытия показало, что в пределах толщины покрытия
микротвердость значительно выше, чем на. борах, подвергнутых ионной
имплантации. Однако, материал поддонки становится по микротвердости
ниже, чем исходный,т.е. хотя покрытия из нитрида титана обладает высокой
твердостью, материал подложки разу-прочняется по-видимому, в связи с
отпуском термически закален
ной
стали.
3.2 ИЗНОСОСТОЙКОСТЬ И
ТШУ ЛШ
СПОСОБНОСТЬ БОРОВ
Изучение износа стоматологических стальных боров в
зависимости от режима ионной имплантации
Наряду с микротвердостбю большое практическое и теоретическое значение
имеет износостойкость стоматологических боров. В связи : этим нами
проведено изучение влияния последовательной ионной .^плантации сначала
ионами аргона, затем ионами азота, а также влияния дозы и энергии обработки
на износостойкость рабочей поверхности стоматологических стальных
бороЕ.
Согласно рассматриваемой экспресс-методике испытаний на -
HOcocToiiKOCTb были исследованы стоматологические боры с различ
2 л
конфигурацией режу чей части:колесовидные, шаровидные, ;Т.ас-урные,

118.
изготовленные как из стали ХВ-5, так и твердосплавные из
г
!-6
й
1 /прототип/,
боры, обработанные ионными пучками и ионно-

п/п
Вид зубных боров
По времени ceepjiTo глубине
ления на износ j сверления
По количеству
просверленных
отверстий
По величине
разреза метал-
лической
коронки
В С Е Г О :
п
±JL
п
! !
1
Д1.
I. Стальные
10
60
10
60
36
36 12
12
68
168
2. Модифицированные
20
120
20
120
48
48 26
26
114
314
3. Еоры с Т}.У покрытием
10
60
10
60
36
36 14
14
70
170
4. Твердосплавные
10
60
10
60
36
36 12
12
68
168
ВСЕГО:
50
300
50
300
156
156 64
64
320
820
Примечание:
l-v -
количество зубных боров
V - количество измерений

со

as.
плазменным напылением нитрида титана. Данные о количестве исследованных
боров и количестве измерений износостойкости, дающих представление об
объеме выполненной работы, представлены в таблицей.
Испытания проводились следующим образом: для шаровидных боров - на
металлической пластинке из хромник&яевой стали марки П5Н15, толщиной
О,.23мм просверливались отверстия до его затупления. Для колесовидных и
сассурных боров на такой пластинке делались разрезы, к.ак бы
воспроизводилось разрезание стальных коронок. При этом до и-после
просверления опре-дел.йлся максимальный и минимальный диаметр рабочей
головки бора.
Нами было изучено влияние энергии и дозы ионного облучения азотом
стальных боров на их износостойкость. На рис14 и15 приведены результаты
испытаний на износ в 'зависимости от энергии и в зависимости от дозы,
имплантируемых ионов азота. При этом образны предварительно
обрабатывались ионами аргона с энер-
т с
гией Е=100кэВ и дозой Д=10 ион/см^. Лз представленных кривых видно, что
износостойкость имеет прямую корреляцию с изменениями микротвердоети. То
есть наибольшая износостойкость получается при аштлантациях, которая дает
наибольшее увеличение МЕкроввердости /при энергий азота Е=20-40кэВ й дозы
Д=10
17
-10 ион/см*-.
Поэтому дальнейшее исследование мы проводили при слрдуто-тих
параметрах: предварительной имплантаций с энергией Е=Х00кзВ
тс;
i 2
дозой Д=10 »юнрм последующим облучением ионами азота с энергией Е=20-
40кэВ и дозой Д=Г0
17
-10
18
ион/см
2
.
В таблице9. • представлены сравнительные данные о количестве
просверленных отверстий разными борами. При этом предварительное

облучение аргоном с энергией ЕКГОСкэВ и дозой Д=Ю
15
ион/civr, а затем
ионами азота с энергией Е=40кэВ и дозой Д=

ManfflR П|мн'.||и||,!и
.|||||.|Ч
icriit Tll(l li Лр.п.шШСиДШЮМ
сталь
ной
пласт
инке разными видами стоматологических боров
к- КОЛ-ВО р
Р !во !отвер-!
|б0-|СТИЙ
I
ррв_ ___
Iиссле-
дован-
1ных
jборов
ВСЕГ
О
36
48
36
36
156
1 Стальные бо]эы
_!^1р1шф^
бо_ры].Ьоры £ Т/^^покрьтт.
]Тзер11р_сплавнь1е_
бррйг Всего
Р
Вид стомато-
логического
бора
Шаровидные
12
Ю,3±0,8
24 25,6±2,7
^0,001
Колесовидные
12
6,08±0,5
12 16,Oil,4
<^ 0,001
Фиооурные
12
2..,0il,I
12 34,8*2,9
< 0,001
! !
! I
t
к-во количест- к-во количест-*
!борэв!во от-
I
бо— !во от- !
j
|зерстий
|ров гверстий
j
!
!
»
квво количество-
!во от- !
jpoB
f
верстий
j

124
00 CD

S
O
30
AO
SO
60
70
8
0
Рис. 14. Относительная износостойкость / ^/обработанных стальных
боров в зависимости от энергии ионов азота
/предварительная обработка ионами аргона с Е =100 кэВ,Д
=10
13
ион/см
*У
и Д =10
Х/
и/с
<4
Q
л w
%
iZO
100
80
60
AO
SO'
юо
80
60
40
20
ион/си*

126
1-Ю
(
О
ю
"
Рис. 15. Относительная износостойкость стальных боров в зависимости от
дозы обработки ионами азота/предварительная обработка
ионами аргона с Е =100 кэБ
Д =
I
0
1o
HOH
/
CM
V
И
Д
=40
кэВ.

9
.1.
Ю^дон
/см^
повышает долговечность боров в зависимости от гео-метрии
режущей их части в 1,5-2,5 раза. Твердосплавные боры обладают достаточно
большой износостойкостью и в 3-4 раза превышают долговечность
необработанных стальных боров. Нанесение покрытий из нитрида титана не
только не дает какого-либо повышения, но и снижает долговечность стальных
боров.
по
сравнению с необработанными.
В таблице 10. приведены данные об испытаний боров на износ. При
этом критерием оценки износа служили уменьшение максимальных и
минимальных размеров рабочей головки бора до к после испытаний.
Исследования показали, что необработанными шаровидными борами
монно сделать до 10 отверстий, а модифицированными - в 2,5 раза больше.
При
этом
максимальные и минимальные диаметры контрольных боров
уменьшились на более чем 0,24-0
г
,25мм, тогда как диаметры
модифицированных уменьшались всего в пределах Г,12-0,13 мм. Таким
образом^увеличивавтся не только эксплуатационные характеристики во
много раз после ионной обработки, но и уменьшается износ рабочей части
инструмента. Такая же закономерность обнаружена при испытании
колесовидных и фиссур-нах боров. Испытания боров с нитрид титановым
покрытием в :бычных режимах обусловливали закономерное снижение
эксплуатационных характеристик и повышался износ рабочей части ин-
струмента в пределах до 20$.
л
^§2£ЛГ£_£Пособн^
Оценка долговечности стоматологических боров проводилась
во коэффициенту их истирания путем сверления отверстий в
/ментальной пластинки из хрокикелевой
стали путем определения

таи лица
гО.
Сравнительные данные изменения размеров рабочей части боров до и
после испытании на износ
wopi'ia
отоматодо- !к-во
гических боров lupoid вид
обработки !свер-
J лен.
!отв.
____________ Диаметр jjopa - ^ ________
[о
испытаний
! После испытаний
t
! „ , !
г
Д м*«- мах ад м^^'Д мах
контроль
lapojjM.rjiiie
ЬпО/.'Л'л'Ш.
'р. с Tl*/
пбкр,
IU
о 8
,14
2,III
1,66
1,-95
1,00
1,49
1,90
1,98
1,39
0,24
U,25
11,21
12,82
0
,
1
3
5
,
7
1
6
,
9
9
0
,
2
9
1
6
,27 19,46
Д
! Д мах
о.
а ,12
г
i
■ ! Процент износа
!к
начальному,
Д мах
1,70
1,73
1,20 0,27

129.
контроль
о
1,64
1,40
1,45
1,21
0,19
В,19 11,59 13,5?
иОЛСОО
ВИД. 1 лодиу !-
циновки <;i
;e
* 16
о u f/ по ко.
4
контроль :■
1Сл^'1и:щр.
С
Т»г/ ПОКр.
I,6U
J.G4
1,43'
1,42
1,44
1,38
1,39
1,23
1,19
1,25
1,44
1,33
1,32
1,35
1,28
0
,
1
6
U
,I
0
1
0
,
U
0
1
1
,
5
9
й
,
3
1
и
,
2
'
1,и4
0,11
U,19
7,69
10,45
4
,9
3
11
,1
1
35
16
У)
и
18,90 17,99
0,07
0,16
3,36
16,8
и , 04
U , 21
1,21
1,14
1,15
1,04

fo

131.
потери массы стоматологического бора. А по глубине обработки опр деляли
режущую способность того или иного вида бора /таблица Л
и
А
Как'видно из таблицы П. ионная имплантация существенно повышает
износостойкость стальных-боров и по стойкости приближает их к
твердосплавным борам. Так, коэффициент истирания их уменьшается по
сравнению с необлученкыми образцами до величин оС =0,0058 - 0,005 против
^=0, 0198 ± 0.001, хотя и недостя-гает еще величин $ =0,0031 -0,004
определенных для твердосплавных боров .которые являются
итпдолее
прочными и долговечными.
При этом мы видим, увеличение режущей способности стальных боров
после их ионной имплантации глубина обработки металлической
пластинки за 3 минуты работы доходит до 0,2431 + 0,003 мм,против 0,197 -
0,005 мм для обычных стальных бороЕ без ионной обработки.
Нанесение твердого покрытия нитрида титана ионно-плазмен-ным
методом на стальные боры не дает улучшения износостойкости, а приводит к
небольшом/ ухудшению, что видно по возросшему коэффициенту истирания
до величин сх =0^675 - 0,006 и по глубине обработки металической
пластинки, где она доходит лишь до 0,121 - 0,003 мм, т.е. данное покрытие
наоборот ухудшает долговечность и режущую способность стальных боров.
Для выяснения кинетики износа стальных боров после ионной
обработки, исследовалась временная зависимость износостойкости их через
определенное время обработки стальной пластинки /таблица 12 /. При этом
параметры повышения износостойкости боров после ионной имплантации
были во всех случаях статистически достоверными / Р/ 0,05/.

Сравндтельнсе данные нзн ос ос тонкости п рожушей способности стоматологических
боров при сворленнп шли стальной пластинки (ъреия сверления - 3
тп,
нагрузка на
инструмент - 4 , 9 . Н ) .
jjii д ^е т оьлат ол отчес-
кого бора п его сора-:
ботка
Потеря паесь: лис—i
трушшта (мг)
глубина сверления v
г.зм)
и о эу^ице н т и с
тира-' "пая ( w )
Lo
oopaoо дан-
ные боры
0
,219
*0,0x0
0,197-0,1
0,0198*0, OGi
OVcwIbllbiO OUpL С
ЦОПНОИ
Hi
.iiLiaH't'
иди
е.. с.ргоиа
JJ
-
iuQ
icO
xj, a=
l
0
10
iioii/cm**
п
а^ота 0=4u
:;оЬ,Д-10
Хо
ион/ом*
0,067*0,007
0,24о*0,008
0,0058*
0,005


Сравнительные данные исследования износостойкости стоматологических боров
через определенное время сверления стальной пластинки
! _ Стальные
Время| t
(мин)!
К
!
U
борщ ____
I
Моди^цидованнне^боры I Боры с из стали 'Всего!Режим работы
~.
,
7 - ,
,~ 7 } к~во |
-
d I боров«давлен!частота
(X
примечание:
К й
!
1
ос
3 10
0,219+
o
,ui
7
0.0198+
0
,001
7
2o 0,091+
0,01 .
0,0078+
<0,u01
0
,001 .
10 0,823+
0,05
7
Й,0676+<Q,001
0,006
7
40 4,9H
3000
10
0,513+
U
,U2 ;
u
,023-1+
u,uOI
7
Ы
0,268+
0,02
7
0
,0115+
/u,uUl
U,uOl .
10 1,245+
0,09
7
0
,0469+
/0,001 0,004
7
40
4
,911
3000
7 10
и , 813+
о ,
о
4 ;
3
,0245+
U , U
.0I „
20 0,614+
U,04 .
о,ОГ75+,/ё,о01
o,o0i
7
10 1,413+
U
,o7
0,0384+
<O
,00I
o,oo2 ;
40 4,9H
3000
8 10 •u, 9J2+
0 , 0 5 ,
0,0255+
0,302
7
20 0,671+
0,04 ,
0,0181+
vO
,uQI
0
,uOI .
10 1,478+
a ,
07 ,
0
,0377+ ^0,0.01
0,002
7 , ,
40 4,9H
3000
9 10
0,059+
u,00 ,
0,0266+
U
,O02
I
20 0,787+
0,04 .
0,0187+
Ai
.uOI
u
,U0l
.
10 1,600+
a , 03 ,
0,0362+
<O
,02
O
,J02
7
40 4,9Н
3000
Ю 10
1,235+
U
,u5 ~~
*
0,0280+
u
,ooi
7
2a o,9I0+
O,o4 .
u,0l97Ј ^,001 o,00I
.
10 1,677+
0
,u7
I
0
,0342+ /o,o5 o,o02
Л
; 40 .
4
,9Н
30
Ои
ВСЕГ
О
:6
0
120
60
240
!
!
!
на инс|вращен.
T
WM*J<QPL
мин

-количество
исследованных
боров (шт.)у
-потеря массы зубного бора после-испытания (мг);
-коэффициент истирания
CD
F
1

136,.
Износостойкость образцов после предварительной обработки
ионами аргона с энергией Е=100
кэБ и дозой Д=1С
лон/см , с
последующей обработкой ионами азота с энергией Е=40
кэБ и дозой IB
/
2
Д=±0
ион/см в первые три минуты непрерывной препаровки превышает
исходную износостойкость в 2,5-3
раза ,а .-через 8-10 минут машинного времени
работы остается повышенной в 1,2-1,5
разаЛри.покрити лз нитрида титана уже
через три минуты работы кээсМяцент износа увеличивается более, чем в три раза
по сравнению с контрольным, ^то объясняется, на наш взгляд, недостаточной
степенью адгезия нитрид титанового покрытия' к режущим кромкам бэров и их
отслоением уже в первые минуты работы, а сама подложка при этом теряет
прочностные характеристики, в связи с отпуском закаленной стали в процессе
напыления.
Таким образом, проведенные исследования износостойкости и :зжущей
способности стоматологических боров показали, что после-:эватзЛьная
имплантация ионов аргона и азота при режиме обработ-
у
:: для аргона 3=75-100
кзВ и Д=10
лон/см , для азота Е=40
кэБ и 1=10
ион/см является наиболее
оптимальными для увеличения изно-:остойкости и режущей.способности
стоматологических стальных бо-::в.
3.3.
КОРРОЗИОННАЯ СТОЙКОСТЬ ЗУБНЫа боров.
Значительную роль в эксплуатационных характеристиках стома-
тологических зубных боров играет степень коррозионной стойкости его рабочей
поверхности, т.е. степень их пассивности к вэздей-::зпю среды при обработке,
твердых тканей зубов в полости рта,при стерилизации и хранении. Пасслвацля
поверхности боров как.ж.^-ллбэ ^тодами обработки снижает его поЕеплосткую
энергию и тем вамым п:.;еняют его триб о логические /^йзпкс-^лчеснпе/сЕойства
средах

137,.
Коррозионная стойкость модифицированных нами стальных боров после
ионной имплантаций исследовалась в сравнении со стойкостью необработанных
стальных боров и боров с покрытием
ЙЗ
1Хл/,
Коррозионная стойкость образцов боров исследовались путем погружения
в химически активные растворы
/1%
раствор поваренной соли, едкого натрия,
соляной, уксусной, щавелевой и лимонной кислот,
2%
раствор хлорамина и
3%
раствор перекиси водорода/на срок от одного до 6 месяцев. А также
путем десятикратного воздействия суховоздушной стерилизации.
на
Эксперимент заканчивали, когда поверхности боров обнаруживались следы
коррозии.
Образцы обрабатывались ионами аргона и азота с энергией LJ=60-I00 кэВ,
.^Е5-40кэВ и дозой Д=10
13
- Ю
15
ион/см
2
и Д=Ю
:
§ -I0
19
ион/см
2
.
Исследования показали, что модифицированные боры значительно
повышают свою коррозионную стойкость по сравнению с необлученными
борами. А боры, покрытые из Tin/ имели коррозионную стойкость в 10 раз
больше,»чем контрольные.
При исследовании стальных боров с погружением их в химически
активные растворы выявили, что в контрольных образцах появились признаки
коррозии,в виде точек и пятен /питтин-говая коррозия/ в
1%
растворе едкого
натрия, соляной кислоты и 2^ растворе хлорамина уже на десятый день
выдержки. А к концу 30 дня появились симптомы коррозии во всех других
активных растворах
/1%
раствор поваренной соли, едкого натрия, соляной,
уксусной, щавелевой и лимонной кислот, 2/. раствор хлорамина z З/о раствор
перекиси водорода/. Опытные образцы с ионной имплантацией не проявляли
признаки коррозии в течении 6 месяцев, после чего в отдельных растворах
начинали появляться участки коррозии.

138,.
Необходимо отметить также и устойчивость к коррозии сталь-
ных
- . боров с нитрид титановым покрытием.
Суховоздушная стерилизация, десятикратно проведенная в ходе
исследования, не вызывала появления коррозионных изменений поверхности как
контрольных, так и модифицированных образцов.
Применение электрохимических методов анализа коррозионной стойкости
и степени пассивации их поверхности, позволяет более детально исследовать
процессы коррозии на имплантированных борах. Коррозионная стойкость
оценивалась в
3%
растворе поварен-нон соли. /Стационарный потенциал
электродной реакции в данном растворе 10 мВ/. В таблицей приведены данные
изменения коррозионного тока при потенциостатическом исследовании.
При исследовании коррозионной устойчивости путем определения
величины плотности тока коррозии на основе анодных поляризационных кривых,
было выявлено, что в контрольных образцах влотность тока коррозии была в
среднем 6,8 х IО""
4
А/см
2
, а у :лытных образцах 1х10~
16
-10~^А/см
2
. Зто
показывает увеличение в 4-5 раза коррозионной устойчивости стальных боров,
подвергнутых ионной имплантации.
Таким образом,проведенные выше испытания модифицированных .1 энной
имплантацией стальных бороЕ показали, что коррозионная стойкость их
увеличивается в несколько порядков по отношению контрольным.

9.9
Таблица JЈE3„
Изменение коррозионного тока при потенциостатическом исследовании в
растворе поваренной соли /потвнциаль на рабочем электроде 10 мВ/.
:дд зуб*.„го бора !Энергия ионов!Лоза облучения ! Плотность тока,о
! /кэВ/ !/ ион/см / ! коррозии,/А/см /
.
£
*1д обработки _! ______________________________________________________
1снтрольные сталь-
_
4
о
-„не соезы
-
-
б,ох 10 А/см
.едиооицированные
Е=
60
кэВ
Д
=
IGtl
3
,
I
'
(D
/
X
IC
V
cm+
2
;сры
В= 15 кэВ - Д = Ю
1Ь
// ----------------- //
-сдифицяроваяные Е ± 75-
Д = 10_
4
т q
x
jq-I0
■
:
£
ы
~
Е = 20
Д = Ю
17
15
;дИ
'Хицированные
Е = 90
Д= 10
Т
о
■"-»*
Е = 30
Д=Ю
18
1,5x10-*.

тт
_ 10"^"^
^дийицированные Е = 100 ^ • _
I 0 х
10~^
-
:ы
~
Е =40
Д
=
Ю
18
LOO.
Предварительная имплантация ионами аргона повышает их
тс
о
коррозионную стойкость с ростом дозы до Д=Ю
Х
ион/см в 4-5 раз, что
возможно происходит либо за счет радиационного де-фвктообразования, либо
за счет образования твердых раство-ров внедрения. Имплантация азота в металл
с дозой Д=10 ион/ . , см
2
очень хорошо защищает его поверхность от
наводороживания.
3.4 Про
$илограсл1я
поверхности стоматологических боров
Исследования 1С.А.Винниченко /1987/ свидетельсвует о том, что
коррозионная устойчивость эндодонтических инструментов зависит не только от
свойства материала, из которого они изготовлены, но и от степени гладкости их
поверхности.
Преимущества ионной имплантации заключаются в том, что она
сопровождается не только упрочнением рабочей поверхности стального бора, но

и сглаживанием мельчайших неровностей их поверхности за счет ионного
распыления поверхности. Данные об объектах и количестве проведенных нами
профилограгТических исследований приведены в таблице
В
14. .
На рис .16.. приведены nppf|ялограммы с поверхности стальных боров до
й после ионной имплантации, а также после покрытия нитрида титана на
установке
н
Булат-3". Как видно ионная имплантация существенно снижает
шероховатость обрабатываемой поверхности зубных боров в несколько порядков
по отношении с контрольными, необработанными стальными борами. Снижение
общего количества неровностей и сглаживание их высоты уменьшает обдую
площадь поверхности и количество мостиков сварки при контактировании
стоматологических боров с препарируемыми материалами, т.е. наблюдается
зависимость степени износостойкости и коррозионной стойкости от
э"Гактивности ионного распыления и сглаживания поверхности боров.

Вид зубных боров
Поверхность препарированной области
протезы
I. Стальные
16
12
-
5
6
39
2. Модифицированные
• 34
35
14
12
10
105
3. Боры с T^/v/* покрытием
19
-
_
5
5
29
4. Твердосплавные
5
22
г-
О
5
5
42
5. Алмазные
-
17
10
7
5
39
ВСЕГО:
74
86
29
34
31
254
Поверхность
боров
Твердая
ткань зубов
оровые |Пластмас- 'Металличес-зубы
}совые зубы |кие зубные
ВСЕГ
О;

н о
и

#

Неповерхностная шероховатость нитридных покрытий намного
ыше, чем на обычных борах, что вызывает нарушение целостности
окрытия при механическом взаимодействии с твердыми тканями
убов и зубными протезами.
Таким образом,ионная имплантация стоматологических боров су-зственно
снижает шероховатость облучаемой поверхности за счет аспыленйя её ионным
пучком. Зто, по-видимому, является одной з причин улучшения
функциональных свойств стальных боров /см. эответствующий раздел
исследований/ модифицированных по нашему лособу.
Поверхностная шероховатость боров с Т ^покрытием в данном лучае
оказывается намного выше, чем на обработанных борах. При том следует
отметить, что повышение шероховатости рабочей части jpoB снижает их
сункционатьные качества и приводит к ухудшению сновных характеристик
самого инструмента
л
препарируемой поверх-:сти твердой ткани зубов.
10.4,

3.5.Гироскопическое изучение поверхности
стоматологических боров.
Наши исследования по изучению рабочей поверхности стома-
тологических боров с помощью сканирующей электронной микроскопии было
направлено, на сравнении особенностей изменения микрорельефа поверхности
после ионной имплантации аргона и азота с контрольными образцами, а также
после нанесения нитрид титанового покрытия.
Количество стоматологических боров и количество исследований
проведенные при помощи сканирующей электронной микроскопии
представлены в таблице й 2. /см.стр.5Т /.
исследование рабочей поверхности /режущей кромки/ обычных
стальных боров на малых увеличениях микроскопа показало мелько-
зернистость их структуры, а в больших увеличениях ясно прослеживаются
наличие одиночных дефектов поверхности в виде каверн различной иормы и
глубины. Б некоторых местах дефекты поверхности располагаются группами.

Вдоль оси режущей кромки отчетливо видны углубления в виде параллельных
полос,очевидно,образоза: ные в процессе заводского изготовления
инструмента /РисЛё Г7а«б/
После нанесении на стальные боры нитрид титанового покрытия
микрорельеф поверхности приобретает совершенно другую картину. На
рабочей поверхности бора образуются неравномерно расположенные
возвышения округлой и овальной формы, размером от 0,8 до 2,6 мкм.
Появление указанных возвышений обусловлено технологией ионно-
плазменной обработки стального бора нитридом титана, осажденные на
облучаемую поверхность в виде крупных капель и моле-куль /Рис№18а/.


РиСо17
а, б. Структура стальных /контрольных/боров.
а-поверхность режущей кромки стального бора.СЭМ.Ув
о
20С
б-поверхность хвостовой часви стального бора. СОМ. Ув.10000.

LQ&.

L151.
РиСо18о
Структура стальных боров с
Тсл
г
покрытием.
поверхность режущей кромки. СЭМ.Ув.2000;, б- поверхность
хвостовой части. СЭМ*Ув.10000.

152.
Жеющиеся каверны на поверхности боров после нитрид
Тита
нового
покрытия приобретают и,орму в
Биде
кратерообразных углублений с
округлыми краями, их глубина, как правило не превышает 2,3 мкм. лроме
выпячивания и углубления на поверхности выявляются дефекты в форме
блюдца незначительной глубины. Структура поверхности шейки и
тела/хвостовика/ боров гладкая среднозернис-тая с незначительными дефектами
о небольшими кратерообразными
углублек1'1Жй
/Рис.18 б,в/. "
макроскопическая картина поверхности стальных боров после ионнол
имплантации дает следующие: структура поверхности гладкая с
мелькозернистостью и немногочисленными выпячиваниями, значител: но
меньшими по размерам чем таковые на поверхности боров с нитрид титановым
покрытием. На поверхности кодиущированных боров реже встречаются
дефекты в виде углубление кратерообразной <рор-:лы, их глубина как правило,
незначительна, Б целом, микрорельеф режущей кромки боров более
сглаженный я существенно отличается от поверхности обычных стальных
боров без ионной обработки и тем более от поверхности боров с нитирид
титановым покрытием /Рис.
Л
19 а,б
/о
Таким образом, при ионно-плазменном покрытии нитрида титана
микроструктура поверхности среднозернистая, в силу процесса напыления
происходит конденсация напыляемого материала на дефектах поверхности в
виде выпячивания. Указанные недостатки не проявляются при обработки
рабочей поверхности стальных боров после лонной имплантации,что
отличаются ровной и более гладкой режу-
z &i.
кромки стальных боров. Такое
явление по видимому приводит к увеличению режуще» способности и
коррозионной стойкости модифицированных боров после ионной имплантации.

153.
Рис.19. Структура стальных боров после ионной имплантации аргона и азота.
поверхность режущей кромки. СЭМ.Ув.1000; б- поверхность хвостовой части.
СЭМ.Ув
0
10000.

1Q9.
, ГЛАВА 1У. КЛИНИЧЕСКАЯ И МЕДИКО-ТЕХНИЧЕСКАЯ
ОЦЕНКА
ШШШПОСТЖ
ИОННОЙ
ОБРАБОТКИ
СТОМАТОЛОГИЧЕСКИХ
БОРШ.
4.1. Медико-технические исследований.
С целью медико-технической оценки эффективности использования
ионной имплантации (обработки) стальных боров, нами проведено
исследование на
307
свежеэкстрагированных зубах изучение
производительности боров, температуры нагрева твердой ткани зуба во время
их препаровки, микроскопические и профил©графические оценки
препарированной поверхности зубов борами контроль-
и опытных _
___
с
„ ,
яыхуооразцов. Всего произведено III5 измерении. Данные о количе
ственной характеристике медико-технического материала исследова
ния представлены в таблице №
Л.
( см. стр.
&S ) .
4.I.I. Производительность стоматологических бороз.
Результаты исследования на производительность стоматоло-
гических боров, проведенных на свежеэкстрагированных зубах
представлены в таблицей 15; Из таблицы видно, что за 60 сек.,
работы при постоянном давлении 500 г ' на препарируемый зуб,
заводскими стальными шаровидными борами
/ шаровидные

боры типа II, диаметром рабочей части Д=1,6 мы ( бор. II-0I6-I) удалены
2,7+0,16 .мг э^лли, через 120 сек. количество удаленной э-али уменьшилось
вдвое ( 1,30+0,13 мг), а через 180 сек. оно стало минимальным и снизилось в
6-7 раз от первоначального ( 0,44+С,С5 мг), что свидетельствует о
постепенной потере режущей способности бора* При дальнейшем
препарировании удал епо.
ние эмали зуба происходит, в основном, за счет трения бора с твердой тканью
зуба, а не за счет срезания.
Относительно быстрое притупление стального бора происходит за счет
недостаточно высокой микротвердости основного металла /750-S00 кг/мм
2
/.
^онная имплантация позволяет увеличить микротвердость таких же
стальных боров до 1800-2000 кг/мм и это отражается на режущей
способности бора.
За 66 сек. работы количество удаленной эмали зуба такими
модифицированными борами уже равнялось 3,41^ 0,21 мг.Высокие по-
казатели сохранились и через 180 сек. и равнялись 2,02± 0,14 мг. Это говорит
о том, что режущая способность модифицированных боров сохраняется и
через 180 сек. работы, и она почти в 5 раз выше таковых показателей
необработанного стального бора.
Но вместе с тем.надо отметит, что разработанная нами методика
увеличения качества бора все же не позволяет достигнуть показателей
твердосплавных боров.
Как показывают данные таблицы^ 15 проивводдаельявоФЬ^боров
за^едишщу~-аремени^
через 180 сек. работы производительность обычных стальных боров
равна 1,47- 0,11 мг/мин, а производительность модифицированных боров за
это время работы равна 2,79- 0,16 мг/мин. Повышение производительности

боров во всех группах является статистически достоверным / Р^/_ 0,05/. При
этом улучшение режущих свойств боров может увеличить
производительность труда Ерача, за счет сокращения времени препаровки
зубов.
Таким образом, предложенная методика имплантации ионов на
поверхностные слои стальных боров увеличивает их режущую способ-

60
25
2,7+0,
26
2,71+0,16
25
3,41+0,21 3,41+0,21 < 0,02
25
6,51+0,28 6,51+0,28 <0,001 75 500 3000
об/мин
120 25 1,30+0,13 1,99+0,15 25
2
,93+0,16 3,17+0,18<0,00 1 25 7,10+0,33 6,81+0,29 ^0,001 75 500
180 25 0,44+0,06 1,47+0,11 25 2,01+0,14 2,79+0,16 <0,001 25 4,42+0,35 6,01+0,28 <Ъ,001 75 500
ВСЕГО: 75 4,4.1+0,34 1,47+0,11 75 8,36+0,48 2,79+0,16
75 18,03+0,84 6,01*0,28
225
м м м
Время '
пре- ]
пари- '
ро-
вания
(сек)
Стальные босы
. Модифицированные босы
Твевдосплавные босы \
Всего: •
кол. -
: бо- .
j ров ■
Режим рабо-:
ты
;
:Час-
"Давле.тота ние
^рана :ще-'зуб
:ния
;
гр. :
[Кол
и'
'чест!
во :
|бо- '
[ров ;
'Кол-во
удален- '
ном
;эмали зу-
;ба
:(мг)
;Произво-'
'итель- '
.ность !
г( мг/мин)'
:
к !
'Кол-во
удален. '
эмали :
зуба
)мг! :
;произво :
•дитель- ;
ность
:
(мг/мин);
р ;
К \
,Кол-во
'
удален. '
эмали
;
зуба ; (мг)
:
'Произвр-
.дительн.'
(мг/мин);
Р
j
:
2
. 3 . 4
. 5
: 6 : 7 ; 8
\ 9 ; ю
.
: II ; 12
:
13
: 14 .
15
ClUlATU10l'I/14EC№iM
БОРАМ

158.
ность как в ранние сроки использования, так и при длительных сроках. Зто
свидетельствует о том, что общая производительность бора увеличивается во
много раз больше, чем отражают представ- . ленные в таблице цифры. Дело в
том, что модифицированные боры кроме двухкратного увеличения общей
производительности препаровки в течение трехминутной непрерывной работы
сохраняют режущую способность, а контрольные образцы к этому времени
полностью исчерпывают свои режущие свойства.
4.1.2, Термометрия зуба до и в процессе препарирования
их разными борами
Основной задачей этого раздела исследования явилось изучение
температурной реакции тканей зуба на препарирование разными
стоматологическими борами.
Для сравнительной оценки степени нагрева твердых тканей зубов в
зависимости от вида и качества применяемого бсра нами проведены измерения
температуры во время препарирования 72 све-жеэкстрагированных зубов.
Результаты 360 измерений температуры подвергнуты статистической
обработке и приводится в сводной таблице № 16.
В этой же таблице представлены сравнительные данные по повышению
температуры твердых тканей зубов во время препарирования
стоматологическими борами.
Сравнение полученных данных позволило определить зависимость
температурной реакции зубов от функциональных качеств • бора.

eokiii иоилодопапин a,youu ди
а и
лрициоио ирипирироьшшн.их.разными борами
Время! Стальные боры
препа!кол-во I темпера-
риров!измер.!тура на-
)сек)! !герева 1 ,
КГ С)
jМодифицирован*бозд !Твердоспланые боры!Всего! _________ Режим работы
•'Кол-воJтемпера-! шол-во> темпера!Гкол-воДавление I частота
•!измер. !тура на-! Р !измер.!тура на! Р !измер1на зуб
!
!грева ! !
!грева- I ! !
fjx
\
I
1({°С ) ! !
! СГС) ! ! ! W
ю/ 24 3,26+.
Q.20-.
30^ 24 6,92±
0,18*
60/ 24 П,47
±
0,33 -
9С/ 24 15.84±
0,22 ,
120/ 24
21,79±
•
0,34-«
Всего: 120
24 2,74+.
/0,05 24
0,167
24 5,61±
/0,001 24
0,267
24 8,18
±
/0,001 24
0,26-
24 II.I31
/0,001 24
0,20 -Т
24 13,65
±
/0,001 24
0,22 7
и
•
120
120
I.22i /0,001 72 500
о; 13*
3,22± /0,001 72 500 0,18*
5,34* /0,001 82 500 0,317
7,35
±
/0,001 72 500 0,347
8,93+ /0,001 72 500 0,327
360 ................
3000 3000 3000 3000 3000
вращения
об/мин.

160.
со
•

161,
LI 4.
Увеличение., температуры препарируемой поверхности зуба при
стандартизированном давлении бора зависит от длительности не-
прерывной
препаровки и от вида зубного бора.
При использовании для препаровки зубов стальных боров выяви лась
больная разница температуры поверхности зуба между исходным и конечными
данными. Из таблицы № 1&> видно,что после первых 10 с работы стальными
борами, температура твердой ткани зуба повышает ся на 3,25 + 0,20°С, а после
60 секундной работы температура повышается на 11,47+0,33 С от исходной
температуры поверхности зуба. К J20 сек.работы температура превышает
первоначальную в 5-7 раз ( Л,79±0,34°С).
В тех же условиях работы твердосплавными борами в течение первых 10
сек. температура зуба повышается на 1,22+0,13°С, при этом температура,
постепенно повышаясь на исходе 120 сек. работы доходит всего до 8,93+0,32
0
С
нагреЕа,что в 3 раза меньше_такого показателя при работе со стальными
борами.
Препарирование зубов нашими модифицированными борами (подзе
нутыми ионной имплатации) показало промежуточный результат между
твердосплавными и стальными борами,где после первых 10 сек.работ
нагревание зуба было незначительно ниже, чем при работе со сталь ными
борами ( 2,7+ 0,1б°С), но через 60 сек. работы наблюдалось резкое увеличение
разницы в повышении температуры, то есть этот показатель становится в 1,5
раза меньше от нагревания зуба при препарировании обычными борами.
Повышенная температура при препаровке зубов в течение 10 и *олее
секунд для каждого вида испытанного бора статистически достоверна.

Сравнительная характеристика способности различных боров повышать
температуру зубов при одинаковых условиях препарирования представлена
графически на рис. №20.
Как свидетельствуют полученные данные, наименьшая температура на
поверхности препарируемого зуба зафиксирована при препарировании зубов
твердосплавными борами. Сравнительно не-большая температура фиксируется
при препарировании зубов нашими модифицированными борами. Увеличение
времени препарирования приводят к значительному перегреву тканей
зубов,особенно при работе обычными стальными борами, увеличивая тем
самым опасность осложнений.
^ Таким образом, имплантация ионов на поверхность стальных боров,
"увеличивая их режущую способность и производительность,уменьшает
повышение температуры зуба во время препаровки в 1,5-2 раза .:о сравнению с
обычными стальными борами и тем самым способству-г т уменьшению
побочного воздействия процесса препаровки. /
4. 1 .3. Профилография препарированной поверхности
зубов и зубных протезов.
. От микроструктуры поверхности твердых тканей зубов,возникавшей
после их препаровки борами в определенной степени зависит вачеетво
оказываемой Стоматологической помощи.
Профилография является одним из наилучших методов определения
качества препарированной поверхности твердой ткани зубов и г.'бных
поотезов.
Препарированная борами поверхность зуба характеризуется
различной степени
микрошероховатостями в виде следов

163,
С
;ра,сколов твердой ткани, зазубрин, вырызов и других. Величина• ж
равномерность микрошероховатости определяет качество препаровки.

Рис. 20. Повышение температуры зубов во время пре-
парирования разными борами /давление на зуб 500
гр, скорость вращения бора 3000 об/мин /
* па.

165,
1-
стальные необработанные боры;
2-
модифицированные боры с ионной имплантацией;
3-
твердосплавные боры.

166.
Препарированная обычными стальными борами поверхность твердых
тканей зубов характеризуется шероховатостями с большим количеством
высоких выступов, которые наглядно просматриваются на представленной
ниже профилограмме /Рис. 21./. Такое состояние препарированной поверхности
зуба мы наблюдали при использовании новых стальных боров.
Повышение микротвердости,'износостойкости и режущей способности
стальных боров после ионной обработки приводит к улучшению качественной
характеристики поверхности препарированной эмали зуба. При этом
количество зазубрин, выступов на поверхности менйше и по количеству, и по
величине, чем при обработке зубов обычными стальными борами. Как
показывает представленная профи-лограмма поверхность зуба
препарированного модифицированными борами имеет более гладкие контуры /
Рис. 22
•/»
Улучшение микрорельефа препарированной поверхности зуба
обусловлено на наш взгляд и тем, что режущие кромки боров подвергнутых
ионной бомбардировки значительно сглаживается и заостряются.
Поверхность препарированная твердосплавными борами имеет наиболее
равномерную микрошероховатость, с меньшим числом дефектов, зазубрин и
вырывов твердой ткани зуба.
Таким образом, последовательная имплантация ионов аргона и азота в
поверхностные слои стальных боров способствует улучшению качественных
характеристик обработки зубов с вытикающими отсюда повышением
конечного эффекта лечения.

rsc«2i^. Профилогоафия поверхности, твесдой ткани зуба после
препаровки стальник бором.

^ис.22. . Профилография поверхности твердой ткани губа после
препаровки мошхитирсванннк бором.

169
4.2. Результаты клинических исследований.
С целью клинической оценки эффективности использования ионной
обработки стоматологических боров нами проведено обследование 112 лиц в
возрасте от 16 до 70 лет, нуждающихся в пломбировании кариозных полостей
зубов. Из этого числа больных у 88 зубов был диагностирован средний кариес,
у 46 зубов - глубокий кариес и 10 зубов - осложненный кариес. Всего было
исследовано 144 зуба пациентов. Средний показатель КПУ - 4,97. Всем
больным была оказана специализированная стоматологическая помощь.
Данные о возрасте и половой принадлежности обследованных больных
приведены в таблице № 17..
Таблица № 17.,
Распределение больных по полу и возрасту
Коли-
чест-
во
б-ных
112
16-19 : 20-29
М ' : Ж
3 : II
Возраст и пол
30-39
М : Ж
12. : 13
50-59
М : Ж
2 : 3
60 и :Всего более
:
М :Ж : М :
I : 2: 37: 75
./ Одним из важных этапов подготовки зубов под пломбу и под различные
виды зубных протезов является сошлифовывание твердых тканей зубов с
помощью боров,функциональная характеристика которых определяет
количество сошлифованной ткани,качество препарированной поверхности,а
также местная и общая реакция организма
40-49
М :Ж
2 : 7
М : Ж
17:39

170
В клинических исследованиях нами применены две разновидности
стоматологических боров:
- обычные стальные ;
- модифицированные стальные боры .обработанные методом ионной
имплантации.
Ст&чьные боры с нитрид титановым покрытием в клинических
исследованиях не использованы, поскольку на основании наших
экспериментальных исследований установлено,что такое по-рытие не
способствует повышению износостойкости и режущей способности стальных
боров.
Препарирование зубов выполнялось неизменно на одной и той не
стоматологической установке УС-30 с установкой показателя скорости на
IC000 об/мин. При этом давление зубных боров на поверхность зуба,
выработанное, как мы полагаем, в процессе постоянного приема больных и
одинаковое в известных пределах для данного врача, колебалось в пределах
до 100 г в точке приломе ния силы. Давление на поверхность зуба
контролировали используя предложенный нами наконечник с ограничителем
давления. Все зу-5ы обработаны одним врачом в первой половине его
рабочего дня.
Идентичные условия соблюдались во всех сериях исследований.
Цифровые материалы по методикам исследования сведены в табл це
1Ь
-
2 .
( см. стр.
67 ) .
Анализ полученных данных приводится соответственно по каждому
использованному методу исследования.
4.2.1. Электрочувствительность зубов до и после их
препаровки.

171
Как известно, на любое раздражение зуб (пульпа) реагирует по своему,
изменяя свою чувствительность на раздражающий фактор.
1о
время
препаровки твердых тканей зубов,элзктровозбудимость
обработанного зуба, пусть незначительно,но меняется. Причем име ется
взаимосвязь этой чувствительности со степенью раздражающего действия
процесса препаровки.
На этом основании становится возможным осуществлять оценку вида и
качества стоматологических боров, если соблюден одинаковый режим
препаровки.
Учитывая вышесказанное для оценки эффективности предложенного
нами метода ионной обработки стальных боров мы произвели 214 измерений
порога чувствительности уЮ? зубов, подлежащих препарированию до начала
манипуляции и непосредственно после нее.
Проведенные клинические исследования показали,что даже при
соблюдении одинакового режима препарирования разные боры оказы зают
разное влияние на электровозбудимость зубов.
В таблице № 18.представлен цифровой материал, полученный
3
ходе клинического исследования электровозбуднмости 107 зубов до и после
из препарирования опытными и контрольными борами.
Как видно из таблицы № 18 при работе с простыми стальными борами у
58,82# от всего количества обследованных зубов электро чувствительность не
изменялась или увеличивалась после препаров :-:и максимум до 3 мкА, а у
41,185» - отмечена "реакция на токи от
4 до 17 мкл,..
Средне.е увеличение электрочувствитзльноети туг же после
лрепарировки зубов составило 3,43+ 0,29 мкА. Различия в чувствительности

172
до и после их препарирования имеют высокое значение достоверности Р
0,001).
Другую клиническую картину мы наблюдаем при препарирован:::: зубов
модифицированными ионной имплантациэйбораши. При этом не-

ди и ииоли прииирпрошния.
t
!
J
Кол-
I
Показатели электрометрии ( в мкА )
1иссле'»
до
препари! сразу noc-jразница чув-{
Вид зубного бора
»nve- 5Р
ов
а
ни
я зу.'ле препари! ствительнос- J
;г~_.
;бпп
'пгтяшля-
r v ' t i t тгп
и
nnr.~\
Р
!кол-во лиц,у ко!кол-во лиц,у
!торых чувстви- !которых чувст-
!тельность не из!вителыюсть
!менплась или из J изменилась !
менялась в пре-]больше чем на !
долах до 3 мкА
\
3 глкА
Стальные бош
Модифицированные
боры
131 7,31± 0,22 10.71+0,30 3,43+0,20
4,0,001
30 ------------------ 58,82$ 21/—41,16$
50 6,59+ 0,27 8,40+ 0,29 1,09+0,20 <0,001 46 ---------------------- 82,14$ 10 -------- 17,86$
|мых
j
зубов}
I
I
?
!
•рования зу;ти до и пос-
J
6
ob
|ле препаровки

м
со

I2a.
личество зубов, чувствительность которых не изменилась или увеличилась в
пределах до 3 мкА гораздо больше ( 46 зубов или 82,14$). А количество зубов,
чувствительность которых изменилась больше, чем на 3 мкА составило всего
Г7,86#. Среднее повышение электрочувствительности до и после их
препарирования модифицированными борами составили 1,89+0,20 мкА. Это
почти в 1,5-2 раза меньше, чем при препаровке обычными стальными борами.
Таким образом,имплантация ионов в стальные боры улучшая режущую
способность и сглаживая микрошероховатости их режущих кромо значительно
снижает степень побочного воздействия на ткани зубов.
4.2.2. Результаты изучения трещин эмали зуба,
образуемых во время их препаровки.
Для определения частоты образования дефектов зубов во время ::х
препаровки нами обследовано 108 зубов пациентов.
Из-за трудности стандартизации и регистрации образования грещин,
сколов и других дефектов на твердых тканях зубов при различных формах их
препаровки( препаровка под одиночные и опорные лзронки, под вкладку,
пломбу, в зависимости от класса дефектов юронки зуба) мы стремились изучать
это показатель при относитель ю идентичных условиях, то есть при обработке
кариозных полостей лед бломбы только при дефектах коронки зуба I-П классов
по Блэку.
Исследуемые зубы осматривались с применением внутриротового
сгвещения от универсальной стоматологической установки. Обнаружен
дефектов зубов облегчалось иногда применением стоматологического '--

следования при помощи операционного микроскопа. Перед осмотром
сзерхность зуба тщательно просушивалась сухими ватными тампонами
12.4.
струей теплого воздуха или эфира. После этого поверхность зуба исследовалась
путем прижизненного окрашивания. Для итого поверхность зуба
обрабатывалась
1%
раствором метиленового синего,путем втирания его
тампоном в течение 2-3 минут.
Как показали результаты таких исследований трещины эмали обнаружены
и до препаровки у зсех обследованных зубов с кариозными поражениями,
подлежащих к пломбированию. Трещины,например,начинались от стенки
кариозной полости и имели продольное,горизонтальное или косое
направления. Б начале ,то есть в пограничных зонах кариозной полости,
трещины были мире, а по мере удаления их от края полости, суживались,
заканчиваясь на разном рассто. нии от него.
При проведении исследований мы изучали общую частоту и другие
характеристики дефектов эмали зубов до и после формирования кариозной
полости.
Учитывая то обстоятельство, что трещины и другие дефекты э-али зуба
могут возникать от -логих причин, а именно как следствие :
-
самого кариозного дефекта зуба ;
-
процесса препаровки зубов j
-
качества бороЕ ;
-
конденсационных свойств пломбировочных материалов после ,:х
наложения ;
-
в процессе формирования пломбы матрицами и во время припа-:овки
вкладок ;

- во время коррекции окклюзии пломб и вьладок./Б.С.Иванова,198!
Поэтому, чтобы избежать ошибки в оценке причин и характера
возникновения трещин,мы проводили исследования без наложения,или точнее
до наложения пломбы, тем самым исключив другие причины,кроме
функциональных качеств препарируещего бора.
От функциональных качеств бора зависит возникновение механических и
температурных напряжений твердых тканей препарируемых зу-Зов,которые при
определенных условиях вызывают образование трещин эмали зуба.
Стоматоскопические исследования с использованием прижизненного
:крашивания раствором метилинового синего показали,что в процессе
всепарирования зубов для формирования кариозных полостей обычные
:тальные боры приводят к образованию новых трещин, а также расши-
рению/увеличению/ старых.
Хотя мы старались стандартизировать размеры полостей,их не взегда
удавалось сформировать со стенками равномерной толщины,. Б таких случаях
дефекты чаще возникали на истонченной стенке.
Количество трещин,обусловленных процессом препаровки, отличатся
большой вариабельностью, но все же можно отметить тенденцию увеличению
дефектов при применении стального бора.Количество та-zx дефектов эмали у
обследованных больных увеличивается- в среднем а 2,80- 0,19 штук. Такое
количество дефектов зуба,по-видимому свя-ано с низкими функциональными
характеристиками обычных стальных еров /Таблица Jfe 19. /.
Применение модифицированных боров, после ионной имплантации, тя
препарирования зубов приводит к менее травматическому воздей-гвию на
твердую ткань зуба.Препарированная поверхность становится начительно
ровнее,а количество вновь образующихся трещин эмали ^эличивается в среднем

на 1,80- 0,14 штук, что в 1,5 раза меньше, при использовании обычных стальных
боров.

179..
Оридипи пишцштили ivyjxiiuouTJua трещин омыли
зуба до и после препаровки
Вид зубного бора
;Количество
iисследуемыхj
зубов
Количество трещин эмали зубов (штук)
!Количество I кол-во лиц,у ко-
<лиц,у которых торых кол-во
! количество !■ трещин увеличи-
|трещин увели лось на 3 и боле
! ^елосб до 3 !
г
'разница
коли]
'чества до и !
'после
препа-!
:ровки
j
до препариро!после
препари-
зания зубов |рования зубов

Зтальные боры
1Л одифи циров
анные боры
51
57
4,0 + 0,21 6,8+0,29 3,5+0,17
5,3+0,20
2,8
+0,19
<0,001
23-48,10%
28—
51,90%
1,9+0,14 <0,00l' 43—75,44$ 14 --------------- 24,56%

181.
Характерно то,что при работе с обычными стальными борами у 45,10% / 23
зуба/ от всего количества обследованных зубов количество трещин после
препаровки не изменилось или увеличилось до 2 штук, а у 54,90% /28 зубов/
образовалось от 3 до 7 трещин,тогда как при препарировании зубов
модифицированными борами это соотношение было равно 75,44% и
22,56%,соответственно.
Кроме количественного различия наблюдается и качественное различие
характеристик трещин эмали препарируемого зуба после применения разных
боров. Так, при препарировании модифицированными борами характерино
образование более слабых, трудно обнаруживаемых узких и коротких трещин,
тогда как при использовании нами обычных стальных боров трещины были более
широкими и длинными,,
Таким образом, модифицированные нами стальные боры после ионной
имплантации имеют лучшие качественные отличия от обычных стальных боров,
что выражается в меньшем образовании трещин и меньшей гравматичности
препаровки твердых тканей зубов.
Количественные и качественные разница между дефектами эмали зуба после
препаровки контрольными и опытными образцами связаны, на наш взгляд, со
следующими причинами:
-во-первых, стальные боры обладают меньшими режущими свойствами и
производительностью, в связи с чем они требуют большего вре-гени трения и
больше повышается температура препарируемого зуба, чем при использовании
боров с имплантированными ионами аргона и ;юта;

182.
-во-вторых, в отличие от обычных стальных, режущие кромки
:дифицированных боров имеют сглаженные микрошероховатости и Idразуют
меньшие вибрации и ударяющих моментов,приводящих к дефектообразованию.
4,2.3, Краевая проницаемость границы зуб-пломба.
В многочисленных работах, посвященных изучению краевой проницаемости
границы зуб-пломба, недостаточно уделяется внимание характеру прилегания
пломбировочных материалов в зависимости от состояния микроструктуры
поверхности твердых тканей зубов обработанных разными борами.
Нами проведено исследование по определению краевой проницаемости
границы зуб-пломба для оценки эффективности клинического применения
стальных боров с ионной имплантацией.
У 71 пацентов краевую проницаемость границы зуб-пломба изучали на 87,
зубах через 1,5-2 часа после наложения пломбы. Все сформированные полости
пломбировались одним и тем же пломбировочным материалом - силидонт
цементом.
Краевую проницаемость границы зуб-пломба исследовали сле-дующим
образом: Пломбированный зуб обкладывали ватными валикам: тщательно
протирали спиртом, сухими ватными шариками, затем высушивали эфиром или
струей теплого воздуха в течение I минуты. После этого активный электрод
измерительного прибора "Элоз-I" прикладывали к границе зуб-пломба и по шкале
отмечали данные электровозбудимости этого участка. Пассивный электрод
находился в преддверии полости рта на середине переходной складке на нижней
челюсти.

183.
Электропроводимость данного участка зуба на границе зуб-пломба без
нанесения раствора электролита была равна нулю, что свидетельствовал о об
отсуствии достаточного контакта между активной поверхностью электрода и
микрощелью на границе зуб-пломба. Затем на исследуемый участок зуба наносили
микрокаплю
10%
раствора хлорида кальция, и измеряли силу тока при
погруженном активного электрода в данном растворе.
Клинические исследования проведенные у 35 человек пломбированных 42
зубов после формирования их кариозных полостей обычными стальными борами
показали, что сила тока которая появляется при наложении электрода на границу
зуб-пломба в среднем была равна 5,14^0,21 мкА, Такие же исследования,проведен-
ные у 36 больных на 45 зубах,пломбированных после формирования полости зуба
модифицированными борами.показали, что сила тока проницаемости у них в
среднем была равна 3,69±0,20 мкА. Эти данные свидетельствуют об улучшения
показателя краевого прилегания пломбы к тканям зуба в 1,4 раза. Причем эта
разница статистически достоверна / 0,001 /.
Исходя из утверждения В.К.Леонтьева /1985/ о том, что показатели силы
тока проницаемости больше чем 7 мкА свидетельствуют о скрытых дефектах из-за
больших микрошероховатостей препарированной поверхности зуба, можно
заключить, что у 23,81$ исследованных зубов после формирования кариозной
полости обычными стальными борами и 6,67$ зубов после формирования их мо-
дифицированными борами качество адгезии пломбировочного материала была не
удовлетворительной/см. Таблица Jfe 20/.
Таким образом, от качества того или иного стоматологического бора зависит
величина краевой проницаемости границы зуб-пломба.Модифицированные нами
стальные боры после ионной обработки, их рабочей поверхности позволяют

184.
достигнуть лучшее краевое прилегание и адгезии пломбировочного
материала.Улучшение краевого прилегания пломбы обусловлены тем,что
модифицированные боры

Таблица
2-0.
СРАВНИТЕЛЬНЫЕ ПОКАЗАТЕЛИ КРАЕВОЙ
ПРОНИЦАЕМОСТИ ГРАНИЦЫ ЗУБ-ШЮМБА ЧЕРЕЗ 2
ЧАСА ПОСЛЕ ШЮМБИРОВАНИЯ
Вид зубного
бора
j
____ ^
_____ Краевая^проницае
мость^рда
_
_
ж
_ ^ ^
средние {показатели (тока (мкА)
;
i
J
!к-во
i
#
IK
-
BO
j
! __ „ .» I ______ „ ____ I _________ ! зубов ___ ! _ f l! _ _ Хз^бов _____ ]
Стальные
Модифицированн
ые ВСЕГО:
35 36
71
42
5,14+0,21
45
3,694р.20 87
0,05
32 42
74
76,19+6,57
93,23+3,75
10 3
13
23,81+6,57
6,67+3,75
\
в %
|к~во
! количест-! кол-во {во
обслед'исслед. больных
J
зубов
!Показатели тока ме* JПоказатели тока более
! _ >нее_7_мкА __________ j ______
J
?JQ&„ _ _________

и
со
о

187
позволяют создавать стенки формируемых полостей в зубе с лучшими
характеристиками микрорельефа, чем обычные стальные боры.
4.2.4. Изучение затрат врачебного времени на
препарирование зубов.
Бремя обработки
зубоЕ
целиком зависит от режущих свойств
инструментов, топографии препарируемых зубов, их размеров. Кроме того,
время,затрачиваемое на препарирование одного зуба, может увеличиваться в
связи с повышенной чувствительностью зубов и появлением болевых
ощущений, которые вынуждают врача вести более щадящую обработку зуба.
Тем не менее.режущая способность боров может быть оценена на основании
сравнительного анализа данных хронометража процесса препарирования
зубов.
Хронометраж выполнен с учетом индивидуальных особенностей
каждого больного и выраженности
болеЕой
реакции препарируемых зубов, в
связи с чем среднее время,затраченное на обработку того или иного зуба, не
может явиться исходным для выработки режима препарирования. Б то же
время, для сравнения режущих свойств стоматологических боров эти данные
могут иметь большое значение.

188
Хронометраж времени препарирования зубов мы стремились проводить
в относительно идентичных параметрах при I классе дефектов коронковой
части зубов по Блэку.
Результаты исследования показали,что время затрачиваемое на
препарирование сравнительно идентичных полостей при использовании
модифицированных нами боров в 1,3 раза меньае затрат времени, которое
4
затрачивается при препаровке обычными стальными борами.
Причем этот показатель имел весьма существенные индивидуальные
вариации, связанные, по-видимому,индивидуальными особенностями
структурной организации и твердости ткани зубов. Так например, препаровка
идентичных полостей обычными стальными борами почти у более
35/{препарованных зубов занимала более 2 минут, в то время как
модифицированные боры у более 50$ препарированных зубов в среднем
требовали 1,5 минуты.
Б таблице $21. представлена 3pei.ii препарирования кариозных полостей
при лечении неусложненного кариеса. Из данных таблицы обращает
внимание снижение времени препарирования кариозных полостей стальными
борами после их ионной обработки.
Если время препарирования кариозных полостей обычными стальными
борами составляет в среднем 114,5+3,71 сек., а моде-~ицированными борами -
88,5+3,25 сек. с ? 0,001.

189
Время препарирования твердых тканей зубов, в зависимости :т
нозологических форм кариеса, характеризующие различную степень,
поражения последних бывает неодинаквым. Так например,при лечении
:реднего кариеса с применением модифицированного бора, время
препарирования в среднем составляет 75,8+2,90 сек., а для обпч-лых стальных
боров - 99,2+2,97 сек. для стального бора без сб-

190
таблицы
№
2.-
Средние затраты времени на препарирование кариозных полостей при
лечении зубов стальными и моднфицированными борами.
Клинические
формы
кариеса
с т а л ь
н ы е
jкол-во препа-
!
}рированпых
по,
1
(Лостей
!
М ± т.
моди
фиц
иров
аннн
ые
кол-во
препа-
рирова
нных
ПО!
Лостей
j
М
± УП.
I
!
ВСЕГ
О
\
Средний
Глубокий
ИТОГ
О
42 22
G4
99,167+2,97
129,813+4,45
в среднем: "
114,49+3,71
46 24
70
76,761+2,90
100,375+3,60 в
среднем:
'88,568+3,25
^0,001
^0,001
<d,dui
88 46
134

191
м

192..
работки наиболее высокий процент 54,76+7,345» приходится на время от 90 до
120 сек., в то врем как для .модифицированных боров в 54,35+7,34^ случаях
наблюдается в пределах от 60 до 90
секшем,
табл.Л 22..).
Такая разница затрат времени объясняется тем,что стальные боры после
ионной обработки приобретают высокие износостойкост-ные и режущие
качества,за счет которых и повышается их производительность. Как было
показано в экспериментальной части настоящей работы, производительность
модифицированных боров в 2-3 раза выше, по сравнению с обычными
стальными борами.
При лечении глубокого кариеса обычными стальными и модифи-
цированными борами отмечается такая же неравномерность затрат врачебного
времени. Время препарирования кариозных полостей при глубоком кариесе
составляет в 'среднем 129,8+ 4,45 сек. при
применении стальных боров и 100,4+3,60 сек. для
модифицированных ( Р Z 0,001 ). Для стального бора наиболее высокий
процент 59 , 09 £ 10,4852 приходится на время от 120 до 150 :эк., в то время
как для модифицированных боров - в 54,17*10,17?" случаях наблюдается в
пределах от 90 до 120 сек.
Таким образом, затраты времени на препарирования кариозных полостей
при лечении средней и глубокой форм кариеса с применением обычных
стальных и модифицированных ионной обработкой ботов неоднозначны.
Повышение физико-химических
5
механических,ме-т;:ко-технических и

193..
морфологических характеристик бора после .„-.плантации ионов обеспечивает
существенное снижение затрат вре-_=ня стоматолога на препаровку зубов.

Оришитолыше данные затрат врачебного времени на препарирование кариозных
полостей стальными борами до и после ионной обработки.
f
кол-во препарированных полостей
( сек. ) !при 1 Гпри Г 'сред!
п1
!глубо| нем !
/о
ком т<-я!
! кари j
,'есе.1
{кол-во
препарированных полостей j модифицированными
борами
«
г
!карие J Joe !
! _______________
'{среднем!
глубоком
|кариесе'кариесе
! ?
до
59
—
9 19,57
у
+5
,85
—
9 12,86+
4,007
60-89
13 30,95+
.7,137
2
9
,09+
6 ,
137
15
23
,44+
5
,30 ,
25
54,35+
7
,347
7
29,17
+
9
,28
32
45
,71+
5,957
90-119
23
54
,76+
7
,687
4
18,18+
8,227
27 42,18+
s , r
/7
II 23,91+
6
.297
13
"54
,17
±10,17
24
34
,29+
0,677
120-149
0 11,91+
5
,ш,
13
59
,09+
10,487
18 28.13+
5,62 7
I
2
,17+
о т
■~Г
т
4
* 16
,66
+ 7,61
5
7,14+
3,087
Хои
п
более
I
2
,38+
2,357
3
13,64+
7,327
4
6
,25+
з,оз~
—
-
—
ВС£Т0:
42
22
64
46
24
70
1
при
Т1 [
!глубо J ! {ком
!Всего{
%
%
!
!при[
!сред!
|нем !
|кари j
Jece j
ка|
%
'{Всего}
%
{риесе!
\
I
!
I
'

м со ел

196.
4.2.5. Расчет производительности труда врача-
стоматолога
Затрата врачебного времени является одним из основных по-
казателей, характеризующих производительность труда врача-сто-
матолога.
При этом производительность труда врача-стоматолога с
применением обычных стальных и модифицированных боров можно
определять по следующим показателям:
-
по количеству препарированных кариозных полостей врачом-
стоматологом в течение рабочего дня ;
-
по времени, истраченному на иссечение твердых тканей зубов в
течение рабочего дня ( А.С.Солнцев, 1985).
При высчитывании производительности труда врача, нами испо.
зован годовой лечебный отчет кафедры и поликлиники терапевтической
стоматологии 15 I ТамГос.,3 за 1968 год. По данным годового отчета за
19о8 год врачами запломбированы 29473 зуба. 2 то врем: одним врачом-
сто..»атологс~ было запломбировало в среднем 1955 зубов за отчетный
год (из расчета на 15 врачебных должностей в поликлинике) 29473 : 15 =
1965 . По расчету согласно нхжелред-ставленной формулы за день - 5,5
часа своего рабочего дня врая формирует :
K
J
=
—
- 1966 = 8 катжозных полостей, %
25С
где:
yij
- количество препарированных кариозных полостей в течение
одного рабочего дня ;

197.
jf -
количество препарированных кариозных лелеет м: в течение
года на слоге врача-стоматолога;
"§) - количество рабочих дней
Б
году.
Время препарирования кариозных полостей в случае применения
стального бора составляет:
= ft-i -
77
_ 8.165 = 1320 сек., а для модифицированных
бороз:
= Гы
• 7>.
= 8.131 * 1048 сек.,
где:
t.yr'trj.
~
в
Р
емя
»
псше
Д
аге
'
на
препарирование 8 кариозных
полостей с применением стальных и модифицирован-
ных боров ;
^у. - количество препарированных кариозных полостей в течение
рабочего дня ; Tj,T
:P
- максимальнее время, установленное в
процзее хронометража, на препарирование кариозных полостей с
применением стальных(Тт) и моднцированньгх(Т^) боров.
После применения модифицированных боров,разница в затратах
времени составит.:
Т =
± -
I220-IC48 = 272 сек.
За 272 сек. врач дополнительно сможет отпрепарировать до:
И..
= Т : Т
9
= 272:121 = 2 каоиозных полостей.
1
Р
2
Брач-■стомотолог в течение рабочего дня з таких случаях с
применением модифицированных боров, может препарировать до 10
кариозных полостей:
Уи = yi ^
+ f a g = 8 +
2 = 10 кариозных.полостей. Б течение года
количество препарированных кариозны;: полос-г эй составит:

198.
jf
0
= \Ъ"
Л = 10 х25С = 25СС кариозных полостей.
В результате чего производительность врача-стоматолога повышается в
;
Р= ^ = 2500 = 1,3 паза.
Таким образом,проведенные исследования свидетельствуют о том,что
предлагаемая нами модификация стальных бороз методом ионной
имплантации, способствует увеличению производительности врача по
препаровке зубов^1,3 раза со всеми.вытекающими отсюда последствиями, в
том числе и повышением/производительности труда врача-стоматолога и
снижение*уровня дискаыэорта пациента, обычно испытуемых при
продолжительной препаровке'зубов.
ГЛАВА У. РАСЧЕТ (БИДАЖСГО ЭКОНОМИЧЕСКОГО Эё^ЕКТА ОТ
СОВЕРШЕНСТВ СБ АЛИЯ СТ0I1AT
(Ж
СГНЧЕСКОГО
БОРА 3 УЛУЧШЕНИЯ КАЧЕСТВА СТСШТШОГИЧЕСКШ
ПШОЦл.
Экономический эффект от использования новых видов медицинской
техники в сфере производства медицинских услуг сводится к минимизации
среднегодовых затрат живого и общественного труда на выполнение единицы
работ или услуг по профилактике, диагностике, лечению и обслуживанию
пациентов. По данным И.А.Бикгаги-рова (I960 ) приводятся следующие
основные пути изучения экономического эффекта от использования новой
медицинской техники в процессе деятелвности медицинских работников:
повышение произво дительности труда медицинских работников и

199.
интенсификация лече ния. Интенсификация лечения возникает как следствие
сокращения сроков лечения.
Повышение производительности труда в здравоохранении означает
экономию времени на производство единицы услуг или работ. 3 системе
здравоохранения определенные виды работ по профилакти ке, диагностике
и
лечению нормированы, т.е. определены нормативы трудовых, материальных и
финансовых затрат на производство единицы услуг. 3 этих случаях
проведенные затраты на оказание услуг или проведение единицы работ могут
быть заменены нормативами затрат.
Кроме экономического эффекта, существует социально-зкономи ческий
эффект. Он представляет собой органическое единство таких составляющих,
как: I) медицинский эффект - совершенствование диагностики и лечения
больных;
Z )
социальный эффект - облег чение и повышение
производительности труда врача; 3) экономический эффект - снижение
трудовых, материальных и энэргетических затрат ( Ю.Н.Депутатов,1979).
Для определения экономического эффекта от использования
разработанной нами методики обработки стоматологических боров,
необходимо было определить:
во-первых , сколько проводится в среднем препарирование зубов в
течение года по отдельной стоматологической поликлинике и одним врачом
;
во-вторых, какое количество стальных боров расходуется врачом в
течение года;
в-третьих, определить среднюю стоимость одного модифици-
рованного стального бора.

200.
В результате использованной нами ионной имплантации стомато-
логических стальных боров механическая стойкость их ( твердость,
износостойкость, долговечность) увеличивается в 2-2,5 раза,кор- ■ розиокная
стойкость в 4-5 раз, а функциональные свойства улучма-:-:тся в I, 5- 2
раза.
По данным годового отчета кафедры и поликлиники терапевтической
стоматологии
В
I ТалГосмИ за 1988 год препарированы и пломбированы
2947S зуба ( из расчета Хэ^рачебного штата) за 558С5 посещений . Для этого
количества препарированных зубов необходимо было израсходовать 47157
атук обычных стальных боров.
Расчет количества израсходованных стальных боров проводился
следующим образом: по статистическим данным кафедры и поликлиники
терапевтической стоматологии 3 I ( зав.хаф. проф. ЗШШмВ З.А.) в
сОр
случаях кариес протекает с осложнением, а в
10)->
случаях-без осложнений.
Для препарирования кариозных зубов с осложнением расходуется до
2
мтук
стальных боров, а для пре

201.
парирования кариозной полости протекающего без осложнения расхо дуется I
стальной бор.
В этом случае расчет необходимого количества расходуемых стальных
боров- на примере, избранной нами поликлиники, раесчитьг
необходимое количество стальных боров j
количество боров необходимое для
препарирования кариозных зубов с
осложнением ; количество боров необходимых для
препарирования кариозных зубов без осложнений.
Таким образом, для препарирования 29473 зубов по поликлиш ке
терапевтической стоматологии необходимо было расходовать ^7157 мт.
обычных стальных беров.
В связи с увеличением износостойкости и функциональных свойств
стальных боров после ионной имплантации в 2-2,5 раза расход на
препарирование 29473 зубов соответственно уменьшается
в 2 или 2,5 раза, то есть, дажёПззять уменьшение затрат боров в два раза,то
для препарирования 29473 зубов расходуется уже не 47157, а всего 23578
штук модифицированных боров.
Это чрезвычайно заниженный расчет. Если бы мы брали во внимание
значительнее удлинение срока применения модифицированных боров,
указанное число расхода боров был бы значительно меньшим.
зается следующим образом:
где:
л -
необходимое
j/j
-
количество б
47157

L202.
Исходные данные для определения стоимости ионной обработки одного
стального боса поедставлены в таблице ?323 .

1.43.
Таблица
If-
23.
Исходные данные для определения стоимости обработки
одного стального бора
Заработная плата обслужи-
вающего установку в течение
года Г из расчета одной
врачебной ставки).
Затраты на электроэнергия,
(потребляемая мощность -9
квт7час, 9x2 коп=18 коп. 18
xI562=28I,I6 руб.
Текущий ремонт установки
(Щз от ■ стоимости)
Стои
мость
сырья
для
обра-
ботки
Стои
мость
одног
о
новог
о
сталь
ного
боса.
Е
Ст Сс С
т
п
и
; Показателе
i
^f"
.Единицы
:измерен.
:
Данные
• •
: Обеснование
• •
1
; 2 3
: 4
: 5
: 6
т
А .
Коэффициент загруженности аппарата
для ионной имплантации
0,65
ТО 1790000 к
установке
"Ьизузий-2".
2. Стоимость аппарата С ап
руб.
20000
Номенклатурный
справочник* к
заявке -5-6.
,1963г.
о .
Годовой фонд работы аппа
Т
рата
час
1562
Табель-календарь
на 1939г.
— •
Количество обработанных
jf*
боров за I
час работы ап- *
штук
500
Расчетные
данные
парата
Зп руб. 1320

204.
руб.
руб. руб. руб.
Д
а
н
н
ы
е
п
л
а
н
о
в
о
г
о
о
т
д
е
л
а
л
е
ч
е
б
н
о
г
о
у
ч
р
е
ж
:
Р
ас
че
тн
ы
е
да
н
н
ы
е.
Ра
сч
ет
н
ые
да
нн
ые
Эк
сп
ер
им
ен
та-
ль
ны
е" данные
0,045 Заявка-
заказ на I9d9r.
;ния
282
2.СС
0 10

1.43.
Таким образом,, капитальные затраты на всю программу по мо-
дификации путем имплантации ионноВ в стальные боры составят:
V
С
ап + °г +
3
+
с
с
+
s
n =
= 20000 + 20С0 + 232 + 10 + 1320 = 23612
К
3
= 23512 руб.
Следовательно, средняя стоимость обработки одного бора на первый год
эксплуатации установки можно расчитагь по формуле;
л * я.
При этом
J\f-
годовой объем обрабатываемых боров рассчитывается по
формуле:
У=
j f
x
. т
где:,У
т
- количество обработанных боров за I час работы аппарата j
Т - годовой фонд работы аппарата.
Б таком случае годовой объем обрабатываемых боров будет
равен:
у/= 500 . 1561 = 761000 ;
jf=
781000 штук. При этом средняя стоимость
обработки одного стального бора будет равна :
C
od
- ( 78ICC0 . 4,5)
±
(23612.20000) : I = 2,25 коп.
78I0C0 ♦ 2
C
og
= 2,25 коп.
При этом на второй год эксплуатации установки стоимость обработки
одного оЧ-ра "удет
у-тис
1,1о коп. (2,25 : j ) , a на г>тп!:
. . . .
р .-7:; -
Л
-
( ■ г
. г
S
Б связи с тем,что новые стальные бсры подвергаются ионной обработке,
стоимость одного модифицированного бора определяется совокупностью двух
компонентов стоимостью обработки одного сталь

206.
го бора (2,25 коп) и стоимостью одного нового стального бора ( 4,5#коп).
Поэтому стоимость модифицированного бора (С
м
)будет равна 6,75 коп.(
2,25+4,50).
Расчет ожидаемого экономического эффекта от модификации сто-
•патологического бора и исходные данные для его расчета представлены в
таблице &24;-~
Таблица 24, Расчет
экономического эффекта и исходные данные для расчета
исходные данные
.для расчета экономического эффекта
-
■
"0 • -ч-Л- «
пп :
Наименование
показателей
:Сбозна.Единицы:Данные:Обоснование :чения
:измер. : :
I :
2
: 3 : 4 : 5 : 6
час.

1.43.
»5
О •
Освобождение рабочего времени I
больного,посещающего
стоматодогическ. поликлинику,при
условии, что средняя
продолжительность лечения зуба
состав лязт 2 дня(посещение) и
затрата времени на одно
посещение*2,5 часа(с учетом
транспортных по-ездок(2х2,5=
5*час.)
Среднемесячный уровень
заработной платы*работаю-
щих(рабочих и служащих)
Средний уровень заработ- А ной
платы" за I час (.число
1
рабочих
часов-2095).
Сокращение числа больных,
jtp
по с
ит ив л их поликлинику в
Ст
год
(558С0-(558С0:1,2> = 9300.
руб.
руЗ,
чел.
5,0 Экспертная оценка
217,0 (Аргументы и такты)
,LI, 1988г. % 4
1,24 Табель-календарь на
1989г.
9300 Статистические
данные поликли-
ники
Коэффициент
работающий
К
- 0,5
ьременные мете-
днческпр
л

L208.
u
?
.'
»
о
.
Кол-во высвободившихся рабочих
часов,исходя из коэффициента
работающих -0,5(без учета несо-
вершеннолетних, пенсионеоов , до-
мохозяек) 5 * 0x0,5х930С=2325О
Стоимостная оценка социального
результата от сокращения числа
Йольных(данные представляем в
формуле $ 2)
Стоимость одного нового стального
бора
Стоимость обработки одного бора.
Стоимость I модифицированного
стального боса, С, ,=С
П
+ С= 0,0225+
0,045=0,0675
Кол-во
обработанных
бсэов,ис-
пользуемых в поликлин in-: е
Затоаты на обработку бооов 3„=С
м
хЛ=
0,0675x23578=1591,52
Г
М
1
7
Годовой экономический эффект от
использования обработанных бооов: а)
в расчете на данную поликл инику:
д
г
=
р
г
-з
г
б) в расчете на одного врача-стоматол
ога
^
±=
9г '
,/Ъ
(it-к о л -в о в рач е й - с т о ма т о л о г
ов в данной" поликлинике /г =15)
Т5 х
i
м
J f
3
Г
1
6
час, 23250 Расчетные данные
руб 28830 Расчетные данные
руб.0,0450
Заявка-заказ
н£
1989г.на
алпарс
ты,обор-ние,ин-
етоум/ и матер: лы"
для стоматол
руб. 0,0225 Данные сектора
ионной
технол.
ЦПКТБ НП АН Уз
ССР.
руб. 0,0575 Расчетные данные
шт. 23578 Расчетные данные
Расчетные
руб.1591,52 данные
руб.27238,48 Расчетные данные
руб. 1815,9 Расчетные данные
Из расчета видно,что годовой экономический эффект от ислоль-:ания
обработанных боров только на одного врача-стоматолога сос-:ляет 1815,9 руб.

L209.
Если произвести расчет экономического эффекта "гоыатолсгических поликлиниках
в масштабе города или республики ::елом, то он окажется достаточно большим.
Поэтому применение мс длф ицнр с ванных стальных боров методом :антации
ионюв' в стоматологической практике полезен не только L-едицл некой, но и с
экономической точки зрения.
ОБСУЖДЕНИЕ РЕЗУЛЬТАТОВ ИССЛЕДОВАНИЯ
В связи с расширением области применения стоматологических боров
возросла необходимость обеспечения врачей-стоматологов разными
высококачественными борами.В настоящее время боры различной формы и фасона
все шире начали использовать кроме терапевтической стоматологии и в практике
ортопедической стоматологии.
Но существующие конструкции отечественных стальных боров имеют
ограниченные эксплуатационные характеристики. При препарировании даже
твердых тканей зубов стальные боры быстро притупляются, из-за малой твердости
и износостойкости стали ХВ-5, из которой
OHI
изготовлены.При притуплении
боров резко снижается их шлифующая .функция,ухудшается качественная
характеристика препарируемой поверхности зубов.Все это снижает эффективность
лечения.
Увеличение качества стальных боров и их режущих .свойств в кль нической
стоматологии позволили бы значительно снизить побочные злияния процесса
препаровки на зубы и окружающие ткани с одной стороны, и повысить
производительность труда стоматолога — с другой.
/Д.Н.Джумадиллаев,1966,1967/.
Подсчитано, что даже относительно небольшое повышение стойкости и
долговечности массовых медицинских инструментов,к которым относятся и
стальные боры,дает возможность получить в народном хозяйстве значительный
экономический эффект,а для потребителей это равноценно увеличению количества

L210.
выпускаемых инструментов.Поэтому проблема улучшения качества стальных
боров весьма, актуальна.
В настоящей работе нами предпринята попытка использования новейших
методов ионной технологии, а именно, метод имплантации
ZOHOB
в
поверхностные слои стальных боров для повышения их
эксплуатационных характеристик. Известно,что при определенных режимах
обработки имплантация ионов позволяет существенно повысить прочность и
износостойкость поверхностных слоев различных конструкционных металлов
без процессов нанесения покрытия и не изменяя их геометрических
параметров.
Наши совместные с сотрудниками института Электроники АН УзССТ
исследования показали,что ионная бомбардировка поверхности стома-
тологических боров в целях улучшения их качества только ионами аргона
или азота не привели к желаемому аффекту, так как бомбардировка аргона
приводит только к дефектообразованиго, амортизации поверхности, ее
распылению и образованию твердых и лсевдорасгво-ров внедрения и
замещения, а бомбардировка только азотом приводит к процессу ионного
азотирования. Процесс ионного азотирования очень сильно зависит от
состояния поверхности, ее структуры и состава. Без предварительной
обработки аргсно^ процесс ионного азотирования идет менее эффективно. Тс
есть только проведение обработки в две стадии позволяет получить
поверхность с высокими ".излко-механическими и медико-биологическими
свойствами.
Согласно данным ( Раднабоз и др.) ионы аргона обладают достаточно
большой массой и в кристаллической решетке металла могут образовать
достаточно большее количество дефектов в виде вакансий. Б то же время
аргон является инертным газом и он не вступает в химическое

L211.
взаимодействие с металлом, то есть первая стадия ионной имплантации
аргоном подготавливает поверхность к последующему процессу, так
называемого ионного азотировании. 3 результате вторая стадия обработки
ионами азота приводит к лит м:спвно--У процессу иенкого азотирования. На
поверхностном и припев ер::
ностном
слоях образуются высокопрочные
нитриды металла типа
Как описано выше, возможности использования методов ионной
обработки для ' рочнения поверхности стоматологических боров и других
инструментов, изготовленных из стали
ХВ
-5, не
апрейированы.
Поисковые исследования в этом направлении нами были начаты еще
в
1980 году и к 1983 году были накоплены данные о полезных возможностях
этого мзтода( ионной имплантации) для упрочнения рабочей поверхности
боров.
Ориентируясь на изменения мпкротзердости, износо- и коррозионной
стойкости стальных боров
мы
изыскивали наиболее оптимально 120 .
ние энергии бомбардировки в пределах от 20^каВ для ионов аргона и ст 20
до 80 кэВ для бомбардировки ионов азота. Эмперическим
подбором определялась доза для аргона от Д= 1С-
С
до Д=10
15
пен/
?
_ „
Л
ТЛ.
^
_„
TQ
.
с:.г и для ионов азота от д?= 10
х
* до Д= iC* исн/см%
5 подборе указанных энергии и доз
мы
ориентировались на результаты
исследования
(0cubk. fas
-fLua
Арлфов 7,А., Раджабов Т.Д.,1974;
С.Багдасарян, '1968 и др.), которые получили достаточно эффективные
результаты на конструкционных металлах, используя эти параметры
обработки.
Однако,из-за того,что стоматологические боры как по материалу,так
и
по
своим размерам и
геометрическим характеристикам

L212.
существенно отличаются от известных
в
литературе, нам
ПРИШЛОСЬ
С
"
i f "
подбирать специфических, дли стальных боров/ параметров- знернпи
л дозы ионной имплантации. Леи этом оптимальные параметры бембар-
:нроьхп для последовательней лплмнглл;:::: ионов аргона и азота
: пр е дел с ны на. л: методом сочетания различных энергий
: : с : : с з
аргс-
■:сз при постоянной энергии бс...барп.:рсв:м: берез ионами '.сета ::
наоборот. Б результате этих исследований было установлено,что
оптимальным диапазоном энергии для ионов аргона явился i80-1СО кэВ.
Ниже 80 кэВ дефектообразсвание идет недостаточно эффективно, а выше 100
кэВ происходит большое распыление и внедрение аргона,.что является
нежелательным.
Наилучшей'оказалась в исследованных параметрах доза .для арго-на
Л=10*°ион/см^. Лоза менее Ю^ион/см^ ионов аргона вызывает интенсивное
дефектообразованхе, а дозы более 10^ион/см^ - чрезмерно увеличивают
количество внедренного аргона.
Оптимальным диапазоном энергии для имплантации ионоз азота
оказался 1^40 кэБ, а дозой - Л=10
хб
ион/схА
Таким образом,поставленная нами цель достигается тем,что
стоматологические стальные боры обрабатываются газовыми ионами
Е
2
стадии:
-
I стадия - обработка ломами аргона с энергией 80-ICC кэЗ и дозой 10"
ионов/ с;г ;
-
2
стадия - последующая обработка конами азота с энергией 40 кэЗ и
дозой 1С*°::
ОЛОЕ
/
С
:
Г
.
Используемый нами метод определения микротвердости позво-
ляет достаточно точно регистрировать наличие радиационных дефек-
тов
в металлах. Поэтому наши данные ( см.рис.1 и 2) о том,

L213.
что с ростом облучения ионов аргона сжимается микротвердость
стальных боров можно расценивать как появление в проверхностных
2 л
оях металла радиационных дефектов снижающих его прочность,то
зсть здесь возможно образование микропор в результате сегрега-
ции дефектов. Ипкротвердссть стального бора существенно возрас-
тает с ростом дозы облучонпл лола:,л! азста. Но с псзыменхем дозы
:блученлл нсна..л: азота выше Л= IC~° хсн/см2 напротив, происходит

I5Q.
снижение микротвердости поверхности,что также можно объяснить как
следствие накопления радиационных дефектов в поверхностных слоях
металла.
На..;П обнаружено, что микротвердость растет пропорцисналь-но с
ростом дозы облучения ионов аргона до Д=10^ион/см и для
TQ
)
азота до Д=1С
хо
ион/см . То есть наблюдается корреляция между
внедренными ионами и микротвердостью поверхности стальных боров.
лонная имплантация за счет внедрения в металл ненов газа приводит
к появлению в приповерхностных слоях избыточных внутренних
напряжении, пропорциональных величине концентрации импланти-
рованных ионов и смещенных атомов.
Нами углубленные исследования влияния различных доз л энергии
лонной бомбардировки -эСтальных<£дров показали,что именно эти
энергии, дозы и последовательность имплантации ионов позволяет
получить наибольлее повышение микротвердости в 2-2,2 раза,то есть , с
ели исходная микретвердость стальных боров была "=75С-ЗСС хг/мы2,то
после ионной имплантации увеличилась до Н= 18СО-1960 хг/мы2. Эти
данные вполне согласуются с данными ( Волков А.А. и др. ,1966 ;
Кирсанов В.З. и др.,1965 ; ШамтуноЕ СБ. и др.,1982 ; Хирвоинна Д.С,1965),
и в тс же время показывает, что ионная имплантация в избранных нами
режимах достаточно эффективно повышает микротвердость и стели марки
Х3-5,из которого изготавливаются обычные стальные беры.

I5Q.
Учитывая большое значение с теоретической и практической
позиции, мы впервые решили изучить микротвердость не только
поверхности боров, но и в более глубоких слояхвтелце бора.Результаты
этих оригинальных для стскатологни исследований,лроведенных на косых
шлифах боров, показали", что различные энергии и дозы имплантации имеют
различные показатели глубины /модификации/ повышения микротвердости.
Избранные нами режимы ионной имплантации вызывают значительное
увеличение, глубины упрочнения поверхностных слоев„ постепенно и плавно
снижающиеся от поверхности к центру тольщи бора. Примечательно то, что
микротвердость боров после бомбардировки ионами в избранном режиме
повышается на поверхности до Н=1960 кг/мм/% а затем, с 5-8 мкм глубины
начинает медленно спадать, оставаясь выше исходной до глубины 50-80 мкм,и
следовательно, модифицированный слой более чем на порядок превышает
глубину имплантации ионов.
Согласно данным /Томпско М., Быков В. и др.1971/ такое явление
наблюдалось и при имплантации в различные конструкционные металлы, что по
их мнению, связано с дефектообразованиями и радиацион-но-стимулирующими
процессами, происходящими в значительно отдаленных участках от
имплантированных ионов.
Нет сомнения в том, что чем глубже модифицируется структура стального
бора, тем большей, надо ожидать, будет его износостойкость.
Испытание стальных боров на микротвердость после их нитрид
титанового покрытия показало, что в пределах тольщины покрытия
никротвердость значительно выше чем на борах, подвергнутых ионной
^плантации. Однако, материал подложки становится по твердости иже, чем

I5Q.
исходный, то есть, хотя покрытия из нитрида титана бладают высокой
твердостью, материал подложки разупрочняется, с-видимому, в связи с
отпуском термически закаленной стали
г
-5.
А
для стали ХБ-5 используемых
для изготовления стокато-сгических боров, температура отпуска не
превышает значении

217..
■200-250°С. Для предотвращения сильного нагрева поверхности, не об
ходило снижать скорость роста титановой пленки с тщательным кон-
тролем условий и параметров нанесения,что будет увеличивать время
обработки и
т ребу ет
более сложных устройств для дозированного
введения в рабочий объем требуемого реакционного газа и его очистки от
примесей ( кислорода, углерода), а такде контроля т ei-ui ера туры л
ОБ
ер
хн ости.
Ионная имплантация в данном случае имеет ряд преимуществ:
контролируемый ввод примеси в металл, отсутствие нагрева поверхности
при обработке, сохранение первоначальных размеров изделия, снижение
лероховатости поверхности.
Одно!; из основных характеристик стоматологических боров является его
износостойкость, определяющая время его поверхности пластической
деформации и разрушения. Зта характеристика непосредственно связана с
поверхностной млкротвердостью, структурой приповерхностных слоев,
пределом текучести,а также состоянием поверхности, то есть степенью ее
шероховатости и химической пассивности.
Наши испытания показали почти линейный рост износостойкости
обычных стальных боров по мере увеличения энергии( аргона до 3=100
кэЗ и азота Е=40 кэЗ) и дозы ( аргона до Д=Ю
15
ион/см2 и
то
азота Я= ГО ион/см2) ионной их бомбардировки, почти идентично
изменениям мпкротвердости борсв.

218..
Дальнейшее повышение энергии и дозы бомбардировки ионов
слоссбствсзало ухудшению износостойкости боров ( с...стр.
90
По улучшению износостойкостх наиболее сптимельн:-:..д: лср^мг-
еами имплантации ионов оказал лев для согона эяеэгли от 80 до ICC
Т А
9
кэВ и доза от 10" до 10 ион/cir, для азота энергия от 20 до 40 кэЗ и доза
от 10 до Ю^пон/ см
2
^соответственно. В указанных диапазонах в
зависимости от геометрии режущей части бора износ осте кость
у]>еличпгелась ст 1,5 до
2
,5 рева. При этом пс износостойкости нами
бори приближаются к тсжсььш показателям твердосплавных боров.
Стальные боры покрытые нитридом титана не только не дают какс
го-либо повымения, а' даже снижают износостойкость стальных боров по
сравнению с необработанными.
Например, если пар
ОБИДНЫМИ
борами удавалось в пластинки из
стандартной гильзы просверлить 1С отверстий,то после иплангацпн ионов
уже 25-26 отверстий, при этом максимальный и минимальный диаметры
необработанных стальных боров уменьшились более,чем на 0,24-0,25 мм,
а модифицированные лишь на 0,12-0,13 мм., т о есть коэффицент
истирания уменьшается с сх= 0,С09£±С,СС до ос= 0,СС5С+ 0,005. Нитрид
титановым покрытием этот показатель ухудшается до с;= С,0121±0,ССс.
Выясняя кинетику износа стальных боров мм установили,что мо-
дифицированные стальные боры в первые три минуты непрерывной
препаровки снижают исходную износостойкость в 2,5-3 раза и через 8-IC
минуты машинного времени уже в пределах 1,2-1,5 раза. Эти показатели
соответствуют таковым изменениям „тихостьердости в различных
уровнях поверхностных слоев бора.

219..
модифициронаниме боры становятся не только долгсвечными,но и
показывают лучшие режущие показатели. Так глубина сверлении толстой
стальной пластинки из ::ро...онниелевой стали модернизировании-
стальным бором возрастает за три минуты непрерывисто ...ашпплсго
времен:: с 0,197 + С,С5 мм до С,243 + 0,С03 :м.:.
Таким образом,изысканные нами режимы имплантации понов,поз-
волят значительно увеличить возможности использования таких боров в
зубо-технических целях и должны дать существеннее улучшение
препаровки естественных зубов.
Повышение коррозийной стойкости стоматологических боров с
импланироЕанными ионами в агрессивных растворах указывает на эф-
фективность применения ионной имплантации для пассивации поверх-
ностных слоев металлов и повышения инденферентноеги их к органпз му
человека.
Испытание коррозийной стойкости обычных стальных боров при
выдержке в различных агрессивных растворах показало,что видимые на
глаз признаки коррозии появляются начиная с 10 дней экспо зидии в
растворах едкого натрия, соляной кислоты и хлорамина, а в последующие
сроки и в других растворах.
Первые признаки коррозии на модифицировакхи: борах появляются
не ранее, чем через 5 месяцев выдержки, тс есть коррозионная стойкость
повышается от б до 18 и более раз в различный раст ворах.
Однако, проверяя эти результаты методом патэнтцио-зтрлл,на-
ми было выявлено, что плотность тока коррозии при испытании копт
рольных образцов в 3$ растворе поваренной соли равнялась в среди

220..
6,8хЮ~
ж
А/см., а опытных боров 1x10 -
10"
А/см . Следователь
но патенциометрлчески
^коррозионная стойкость стальных
боров повышается после имплантации ионов в 4-5 раз. Обнаруженная
разница величин коррозии определенная двумя различными методами
свидетельствует,что визуальное изучение признаков керрезни не в
достаточной мэре точно.
• Существенную роль в снижении коррозии после имплантации
могут играть радиационные дефекты или твердые растворы аргона,
Е
виде внедрения либо замещения.
. •
Немаловажное значение мы придаем и сглаживанию микрошеро-
ховатостей поверхности бора за счет ионного распыления. Это равноценно
уменьшению общей площади поверхности бора, следовательно, поверхности
коррозии.
Таким образом, наши экспериментальные исследования по изучению
измерения микротвердости, износостойкости, режущей способности и
коррозионной стойкости при различных режимах, энергии и дозы ионной
имплантации и их взаимосочетаний показали, что предварительная
имплантация ионвв аргона, с энергией Е=80-100 кэВ и дозой Д=10"^ион/см^, с
последующей имплантации ионов
то
р
азота с энергией Е=40 кэВ и дозой Д=10 ион/см является наиболее
оптимальным режимом улучшения всех основных свойств стоматологических
боров.
Хотя многие из известных методов обработки /Г.А.Марков,IS78,
С.Шамгунова и др.,1982; Н.П,Герасев,и др.,1981; Г.А.Степанова и др.,1982;
К.Коваленко и др.,1982; А.С.Солнцев,1985 и др./ улучшая одни свойства боров,
часто ухудшают другие, наши экспериментальные исследования не могли

221..
выявить ухудшения каких-либо изученных свойств модифицированного бора,
если был четко выдержан вышеназванный режим обработки.
Основываясь на хороших результатах наших экспериментальных
исследований мы решили оценить эффективность использования
модифицированных боров в клинических условиях. В этих целях приняв во
внимание опыт проведения подобных работ /А.С.Солнцев, 1985,
Ю.Круглик,1983, Ю.Резнык,1983,С.Иванова,1984, Т.Шига

222.
бутдинов и др.,1965 и др./ наши клинические исследования складывались из
определения производительности процесса препаровки зубов,
термометрических исследований препарируемого зуба, изучения макро- и
микроструктуры препарированной поверхности, дефектообразования и
трещины эмали зуба, изучения электровозбудимости зубов до и после
препаровки, краевого прилегания пломбы, определения затрат врачебного
времени на препарирование зубов и кроме того, впервые нами изучена
сканирующая электронная микроскопия структуры поверхности
препарированных зубов.
Медико-технические исследования по определению производительности
стоматологических боров' показали преимущество ионно обработанных
стальных боров над необработанными. Так, например, при работе с
модифицированными борами через 180 сек непрерывной работы
производительность бора была равна 2,79 ±0,16 мг/мин, в то время как, при
работе с обычными необработанными стальными борами этот показатель равен
на 1,47±0,И мг/мин. Следовательно, режущая способность модифицированных
боров после трехминутной непрерывной работы еще сохраняется и производи-
тельность его в 2 раза выше необработанного стального бора, которые к этому
времени полностью исчерпывают свои режущие свойства.
Как известно, температура препарируемой поверхности зуба
увеличивается', с удлинением непрорывного времени и режима препаровки , . а
■ также от вида и качества бора. При этом увеличение температуры зуба во
время препарирования при работе со стальными борами значительно выше,
чем при работе с модифицированными борами. Примечательно то, что с

223.
удлинением времени препаровки зубов указанная разница возрастает
/см.таблиц.№
{ в
/ ,

Итак, если в первые 10 сек препарозкл новыми стальными борами
тешература от исходного возрастает до 3,26+0,20°С, то модифи-
цированные боры увеличивают температуру до 2,74+0,16°С,то есть ниже
на 1,2 раза, через 60 сек. работы на 1,5 раза ,а через 120 сек. - на 1,7 раза.
Увеличение времени препарирования приводит к значительному
перегреву зубных тканей,особенно при работе стальными борами,уве-
личивая тем самым вероятность нанесения термической травмы пульпе при
несоблюдении режима препаровки. Возможность термической травмы
при использовании модифицированных боров существенно умень лается»
В основе снижения термического эффекта при работе с модифи-
цированными борами ,на нал взгляд, лежит то,что они обладая высокими
режущими и износостойкими свойствами, дают соответственно высокую
производительность, то есть нагревыемые ткани зуб», при соприкосновыии
бора быстро с олл иф овывают ся, не успев передать большую часть
возникающей температуры в окружающую ткань.
Учитывая существенную роль микроструктуры препарированной
поверхности зуба при пломбировании и
протезировании зубов
(D.K."у-
знецов, 1959 , Н.П.Гри^енкс , 1966 ;
С.Б.Иванова, 1934 ; А. С. Солнцев, 1965 ; Б. П. ..
HIT
и на, 1973 ;
3.К.Леонтьев и др.,1907, и др.),мы ремплн изучить влияет ли имплантация

225.
ионов на функциональные качества рабочей поверхности стальных берез, а
это в свою очередв на качестве препарированной поверхности зубов.
Исследования проводились нами после препаровки твердым тканей
зубов при помощи сканирующей электронной микроскопии и прсфплс-
Электронно-микроскопические и профилометрические исследования
поверхности самих боров и препарированной поверхности зубов и зубных
протезов этими борами, показали, что имплантация ионсв аргона и азона
вызывает значительное снижение микромеррховатости по сравнению с
необработанными.
Препарированная обычными стальными борами поверхность тверды
тканей зубов характеризуется шероховатостями с большим количеством
выступов.
Повышение ыл:кр отвердеет л, износостойкости и режущей способ-
ности стальных боров после ионной обработки призедит к улучшению
качественной характеристики поверхности препарированной эмали зуба.
При это..: количество зазубрин, выступов образуются на поверхности
меньше и по количеству , и по величине, чем при обработке зубов
обычными стальными б срами.
Улучшение млксовэльема. лвепаэиоованной повеохностн зуба обус
ловленс на каш взгляд н тем, что. режущ::*? кромки боров, педверг-нутых
ионной бомбардировки,значительно сглаживаются и заостряются, а эти в
свою очередь создают меньше вибрации и ударяющих * моментов,
обусловливающих дефектообразования. Последние, по-виднме му,лежат в

основе снижения степени побочного воздействия процессе препаровки
зубов модифицированными борами.
Сходные и особо наглядные данные получены нами впервые при
помощи сканирующего электронного микроскопа. При этом
препарированная поверхность эмали и дентина имеет различную
поверхностную структуру. ы"о дампированные боры на поверхности как
эмали, так и дентина оставляют лучшую структурную характеристику.
Специально проведенные клинические исследования, с целью выявления
трещин и других повреждений эмали по краю сформированной полости
опытными и контрольными образцами боров показали,что модифицированные
боры образуют в значительной степени меньше трещин, чем при препаровке
обычными стальными борами. Для препарирования модифицированными
борами характерно образование более слабых, трудно обнаруживаемых узких и
коротких трещин, тогда как при использовании обычных стальных боров
трещины были более широкими и длинными.

227.
^Результаты наших исследований подтверждают мысль о том,что
от функциональных качеств бора зависит возникновение механических
и температурных напряжений твердых тканей зубов, и чем больше таких
напряжений, тем больше условий для образования трещин эмали зубов.
Модифицированные боры, как было указано выше, вызывают менее
значительные механические и температурные напряжения.'
Последнее, по-видимому, лежит в основе снижения степени побочного
воздействия процесса препаровки зубов модифицированными борами. На это
указывает
и
то,
что
после
формирования
кариозных
полостей
модифицированными борами электрочувствительность зубов более чем в 1,5
раза остается выше таковых при препаровке обычными стальными борами.
Определенную роль в увеличении побочных воздействий процесса
препаровки играет и повышение температуры зубов^/Х.С.Шигабут-дино,и
др.,1976;
Д.Н.Джумадиллаев,1966,1967,1989;
А.Н.Овчаренко,
1969;
Г.А.Саввиди,Л.А.Волков,1977; Б.М.Ризнык,1983/.
Как было указано ранее, обычные стальные боры вызывают в I," раза
большее повышение температуры, чем модифицированные. Это
Соответствует в наших исследованиях таким же изменениях злектро-чув
ствительности зуб ов.
При работе с простыми стальными борами у 58,82£ от всего количества
обследованных зубов злектрочувствителькость не изменялась или
увеличивалась после препаровки максимум до
а
мкА, а у 41,18
)о
реагировали на токи от 4 до 17 мкА. Средние увеличения
злектрочувствптельности туг же после препаровки зубов составили c,4S +
0,29 мкА. Различия в чувствительности до л после их препарирования

228.
имеет высокое значение достоверности.(?/р,С01) Другую клиническую
картину мы наблюдаем при препарировании зубов модифицированными
ионией имплан майей борами . При зтом количество зубов,
чувствлтельнссть кетовых не изменялась или уве лпчпьалась в пределах до
£ мкА гораздо больше ( 46 зубов или и,2,14;й). А количество зубез,
чувствительность которых изменилась больше, чем на Э мкА составило
всего 17,06,5. Среднее повышение электрочувствхтелвнестл до и после их
препаркреланлл ыод:-:-
С
ицпроъанныып борами составили 1,89±С,20 мкА.
Гто почти в 1,5-2 раза меньше чем при препаровке обычльии стальны-л:
борами.
. Гтакл..: образом,имплантация ионов в стальные боры улучшая ре-
жущую способность и сглаживая микрошероховатости их режущих кроток
значительно снижает степень побочного воздействия на ткани зубов. \
Особенности микроструктуры препарированной" стенки зубов,на-
лхчне трещин и других дефектов эмали зуба, по нашем? .мнению не ...сгут
не отразиться на краевом пр::легапл
и
, то есть на г ер месячное г закрытия
полости зуба. Поэтому,воспользуясь срегхнальной разработкой
м."*.Лентьева л др. ( 19 о5 ),изучали краевую прс-н::цас1..ссть границы
зуб-плехза через
1
,5
-2-
часа после пломбырования кариозных полостей,
сформированных контрольными и опытными образцами боров. Результаты этих
исследований показали, что в кариозных полостях, препарированных
модифицированными борами, обеспечивается хорошее прилегание
пломбировочного материала,благодаря чему резко улучшается краевая
проницаемость: с 5,14- 0,21 мкА при формирования кариозных половтей

229.
обычными стальными борами до 3,69- 0,20 мкА при формирования кариозных
полостей модифицированными борами, что в 1,4 раза лучше / Р/_ 0,001/.
Улучшение краевого прилегания пломбы обусловлено тем, что
модифицированные боры формируют препарируемые поверхности зубов с
лучшими характеристиками микрорельефа. А при формировании полостей
обычными стальными борами их стенки, как показали профило-графические и
микроскопические исследования, имеют более выраженный неоднородный
микрорельеф, характеризующийся многочисленными шероховатостями и
достаточно глубокими изъянами. А края эмали зуба имеют большее числа
трещин и дефектов, в которые пломбировочный материал, обычно обладающий
малой текучестью, не проникает и не заполняет эти изъяны. Вследствие этого
герметичность прилегания пломбировочного материала не обеспечивается.
Модифицированные же боры при препаровке создают микрорельеф с лучшими
характеристиками, меньшей глубиной изъянов и высотой выступов шеро-
ховатости. Соответственно этому уменьшается краевая проницаемость для
электрического тока, что свидетельствует о более полноценной адгезии
пломбировочного материала со стенками полости, чем при формировании
полости обычными стальными борами.
Результаты этих исследование; имеют принципиально Зольное
практическое значение в плане прогнозировании и предотвращений
вторичного кариеса.
Исходя из этого следует, что
окончательное форми-
рование препарируемых поверхностей зубов должно быть осуществлено
борами, которые оставляют лучшую микрорельефную характерно тику.

230.
/зств все предпосылки рассчитывать на то,что предлагаемая нами
модификация стальных боров путем ионной обработки их рабочей
поверхности, -..омет способствовать значительному сокращению
втсончных разпуленпй твердых тканей зубов после их плсмблроза-ни или
протезирован:! 'Л,
Изучение затрат врачебного времени на препарирование зубов
выполненное с учетом индивидуальных особенностей каждого больно го,
может и..хеть значение в оценке режущих свойств стс-ыагслоги-ческлх
борсв. 3 хсде этих исследований нами .установлено, что обычные стальные
боры обладают низкой режущей способностью, чем стальные боры
модифицированные ионной имплантацией. При этом затраты ьрачебного
времени на препарирование зубов при использовании модифицированных
боров направлены в сторону снижения и
п о з в о л я ю т
в 1,3 раза повысить
производительность труда
Е
рачастотою.! ога.
[Таким образом, предложенная нами методика последовательной
И
имплантации ионов аргона и азота с определенной энергии: л дезой
бомбардировки существенно увеличивает мнкретвердсеть, повышает
износостойкость и режущую способность, обеспечивает высокую
устойчивость к коррозии. При этом
Б
процессе обработки бора улучшается
микроструктура его поверхности. Обработка (лрепаровка/ зубов с
модифицированными борами обуславливает увеличению производительности
врача, сокращая время прелровки.Уменьшается побочное воздействие процесса
препаровки, при этом меньше повышается температура твердой ткани зуба, его
злектрочувстЕи-тельность, намного меньше образуются повреждения
препарируемой эмали зуба. Препарированная поверхность имеет лучшие

231.
характеристики микрорельефа, в связи с чем обеспечивается лучшее при-
легение и адгезии пломбировочного цемента к зубу.д
Все перечисленное обусловливает улучшения качества стома-
тологического лечения, увеличивает производительность труда врача-
стоматолога, сокращает сроки потери времени на лечение пациента, во многом
снижает потребности в стальных борах и в конечном итоге, внедрение этого
метода обработки /ионно-плаз-менной обработки/ стальных боров в практику,
будет обеспечивать существенный экономический и социальный эффект.
Таким образом, совокупность результатов проведенных исследований и
их анализ позволяет сделать нам следующие основные
Е К В О Д Ы
I..йетодом имплантации ионов аргона и азота, можно производить
целенаправленные изменения основных физических, химических,
функциональных и эксплуатационных характеристик стальных
стоматологических боров. Характер этих изменений находится в зависимости
от энергии и дозы облучения ионами аргона и азота, а также от
последовательности их имплантации.
2.Среди изученных параметров воздействия наиболее оптимальным сдвиг
основных характеристик стальных боров констатируется
.при поел --звательной илшлантмдии сначала ионами аргона при энергии E-80-
I00 кэБ и дозе д=10
15
ион/см
2
, а затем ионами азота при энергии Е=40 кэБ и дозе
Д=10
1й
ион/см*\
3.
Микротвердость поверхности стальных боров после последо-
вательной имплантации ионов аргона и азота возрастает с 676- 22, кг/мм до

232.
206.9
Т
62,1 кг/мм~. Причем глубина повышения микротвердости или глубина
модификации при этом составляет 50-80 мкм.
4.
Способ последовательной имплантации ионов аргона и азота
позволяет значительно увеличить износостойкость и режущую способность
стальных боров: при препаровке стальных пластинок констатируется
трехкратное увеличение их износостойкости, а при пре паровке твердых тканей
зубов отмечается 4-5 кратное возрастание износостойкости и режущей
способности.
5.
Потенциометрические исследования- показали, что последовательное
облучение стальных боров ионами аргона и азота позволяет повысить их
коррозионную стойкость в 4-5 раза.
6.
Ионная обработка стальных боров приводит к сглаживанию
микрорельефа их рабочей поверхности за счет уменьшения числа и величины
профилографически выявляемых пиков.
7.
Модифицированные боры обеспечивают уменьшение побочного
воздействия процесса препаровки зубов, что выражается снижением степени
нагрева твердых тканей зубов и уменьшением частоты возникновения трещин и
других дефектов в эмали зуба.
8.
Препарированная модифицированными борами поверхность зуба
микроскопически и пробилографически имеет лучшие клинические
характеристики в сравнении с таковой, препарированной обычными стальными
борами. Ото
в
свою очередь обеспечивает лучную адгезию пломбировочного
материала и снижение электропроницаемсстп на границе зуб-пломба.

233.
9. Использование модифицированных боров для препаровки твердых
тканей зубов обеспечивает повышение производительности труда врача-
стоматолога в 1,3 раза.
ПРАКТИЧЕСКИЕ
Ш01Ш£М$Ж.
Проведенные экспериментальные, медико-технические и клинические
исследования позволяют нагл сформировать для практической-стоматологии
следующие рекомендации:
- Ионная обработка стальных боров позволяет при минимальных
затратах значительно повысить эффективность лечения зубов;
Г
-/для снижения термической травмы, а также частоты возник-новения
трещин и других дефектов в твердых тканях зубов рекомендуем ограничить
использование обычных стальных боров с переходом на широкое применение
твердосплавных и модифицированных /напри-мер с ионной обработкой/ боров;
1
- широко использовать ^ научно-практической деятельности методы
пробилогравии, электронной сканирующей микроскопии и электрометрии для
определения характера краевого-прилегания пломб и для объективной оценки
качества стоматологических режущих инструментов.
Л И Т Е Р А Т У Р А
1.
Абдуллин И.Ш., Багаутдинов А.Г., Ибрагимов Г.И. Повышение
качества поверхности медицинских инструментов из титановых сплавов.
//L"eд.техника.- 1988.- ■> 2.- С27-29.

234.
2.
Аброян И.А., Андронов А.Н., Титов А.И. Физические основы
электронной и ионной технологии.- М.- 1984.- SI8 с.
3.
Анищик В.ш"., Понарядоз В.В., Сыценко А.Ф. Изменение микро-
твердости инструментальных сталей при имплантации ионов бора.
// Всесоюзн.конф. Ионно-лучевая модификация материалов: Тез. докл.
г.Каунас- Каунас, 1989.- С. 106.
4.
Арифов У.А., Раджабов Т.Д. Сорбционные процессы при вза-
имодействии заряженных частиц с поверхностью.- Ташкент: Фан, 1974.- 172 с.
5.
Атлас сканирующей" электронной микроскопии клеток, тканей и
органов / Под ред. О.В.Зслковой, З.А.Шахламова, А.А. Миронова.-М.:
Медицина, 1987,- 464 с.
6.
Бабад-Захрянин А,А.,Кузнецоз Г.Д. Радпационно-стингулиро-занная
химико-термическая обработка.- м.: Энергоатомиздат, 1982.- 95 с.
7.
Бабилюс К., Таыулявичюс С. Ионно-плазменное осаждение нитрида
титана , // Всесоюз. конф. Ионно-лучевая модификация материалов : Тез. докл.
г.Каунас.- Каунас,1969.- C.I70.
6. Багдасарян А.С. Модификация физико-химических свойств титана и
его сплавов методами ионного азотирования: Автсреф. тис ... канд. физико-
математических наук.- Т., 19сЗ.- 21 с.
9. Багдасарян А.С , Мавлянов Р., Радмабов Т.Д. Злпмние ионной
имплантации на коррозионное поведение никеля. // Тезисы XIX Всесоюзной
конф.по эмиссионной электроники: -Т.,19^4.-0.128.
10.
Багдасарян А.С, Рацжабов Т.Д. Упрочение металлов при ионной
имплантации. // Всееоюзн.конф. Ионно-лучевая медификация материалов: Тез.
докл. г.Каунас.- Каунас, 1989.- 0.99.

235.
11.
Базиян Г.1., Новгородцев Г,А, Хронометраж как способ
объективного изучения взаимосвязи принципов организации и уровня
технического оснащения с производительностью труда врача-стомдато-лога. //
Основы научного планирования стоматологической помощи»-М.,1968.- С. 132-
147.
12.Биктатиров И.А. К оценке сравнительной экономической эф-
фективности новой медицинской техники // Мед.техника.- 19сО
.-7
?3.-0.43-17.
.13. Бирюкова Р.Н. Статистика в клинических исследованиях.-м.,1964.-
132 с.
14.
ЗолхоЕитдиноза 0.11.Твердосплавные медицинские боры //..-—
дицинская промышленность.- I960.- ?) 7.- С.50-54.
15.
Большаков Г.Б. Термометрия и термохронометрия препарированных
зубов: Автореф. дне. ... канд. мед.наук.- ,1972.-18с.
16.
Большаков Г.Б. Пути решения проблемы препарирования
зубов // Ум Бсесоюзн. съезд стоматологов: Тезисы докл.- Волгоград.-..:.,I9b7.-
T.I.- С.122-123.
17.
Боровский Е.З.,Леус П.А. Кариес зубов.- ,1979
г
- 150с.
18.
Бочвар А.А. Исследование микротвердости поверхностных
деформированных слоев// Труды совещания по микротзердости г.Москза, 21-23
ноября, 1951г.- М. :Нз-во АН СССРД951.- С.57-56.
19.
Буянкина Р.Г. Сравнительная оценка краевой проницаемости
неметаллических пломб слектромвтричеекпм методой.- Омск,19сб.-
ID
с. -
Д о П .в НПО "Союзмединюрм" 16 марта 1989, .7 I722I.
20.
Вайс СИ.Терапевтическая стоматология.- Ii. .-медицина, 1965.- 147 с.

236.
21.
Василенко Э.Н. Клишгко-лабораторкая методика изгогозле нил
зубных протезов с нитрид - титановым покрытием и их lieдико-биологическое
исследование: Автореф. дис. ... каяд.мед.наук.-Киев,1989.- 16 с.
2 2 .
Верхотуроз А.Д. ,1.1уха И. 1,1 • Технология электроискрового
легирования металлических поверхностей.- Киев,1982.- 235 с.
23.
Бинииченко D.A. Особенности экдодонтического лечения моляров:
Автореф. дис ... канд. мед. наук,- Li., 1957.- 18 с.
24.
Волков А.А.,Колли В.А.,Конапленко В.П. Напряженное сое веяние в
поверхностном слое материала облученные ионами гелия У
Ловерх2ЮСть.-
1986.- Г? I,- С112-115.
25.
Геллер В.А., Рахлтадт А.Г. Материаловедение.- П.: ...'эта; лургия,
1984.- 353 с.
26.
Герасез Г.П. Упрочнение стоматологических ниструмен-:оз //
Мед.техника.- Ii.,t9oJ.-
)>-
5.- С.38-40.
27.
Гожая Л.Д., Руденко Н.Р. Исследование изнашивания сто-
матологических материалов // Стоматология.- 1986.-
}>■
I.- С. 13-If
28.
Гончар А.П., Корнилов".!. 53. Справочник по химии.- Киев: ясная
школа, 1977,- 275 с.
29.
Григоров А.П . , Дорсднов А...;., Киселев П.Д. Некоторые лзпческие
основы установил "ПУСК-77-I" для нанесения лслссс-гойкнх покрытий //
Технология автомобилестроения.- ,197^.-.е.— С 1С—
±э *
30. Григорович В.К. Твердость и микротвердость металлов.-
: Наука, 1976.- 230 с

237.
31.
Григорянц А.Г., Сафонов А.Н. Основы лазерного термоуп-рсчнения
сплавов.- и.: Лазерная техника и технология,1988.- 160с
32.
Гриценко Н.П. Сравнительная характеристика качества
препарирования кариозных полостей различными борами // Вопросы
терапевтической стоматологии детского возраста.- Киев, 1968.- С. 17Ы73.
33.
ГроыпкоЕ
M
VI., Голованова Т.А.,Голобокий И.К. Испслвзо-
ванпэ электрических характеристик тканей зуба для ранней диагностики
кариеса зубов // Стоматология.- 1976.- £ I.- С.19-22.
34.
Гуманский Г.А . ,
Ходасевич В.В. Изменение параметра крис-
таллической решетки никеля, облученного ионами аргона // Изв. БССР сер. физ.
энерг.наук,- 1986.- $ 4.- С.43-47.
35.
Гурии Н.А.
Растровая электронная микроскопия твердых тканей
зуба // Стоматология •- 1976.- Т.55, .V? 6.- С.70-77.
36.Гусева И.И. Ионная имплантация в металлы // Поверхность.-П . ,
1962.-
3
4.- С45-50.
37.
Депутатов Ю.Н. Социально-экономическая эффективность
применения средств механизации труда младшего и среднего медицинского
персонала // мед.техника.- 1979.-
Ш.~
С.38-40.
38.
Дехтярева 3.11. Болевая чувствительность зуба и пути ее снижения в
клинике терапевтической стоматологии: Автореф. дис ... канд.мед.наук.-
Л.,1968.- 16 с.

238.
39.
Джумаднллаев Д.И. Влияние препаровки на ткани зуба человека //
Теория и практика ортопедической стоматологии.- Казань,1967.- Т.20.- С.293-
301.
40.
Джумадиллаев Д.Н. Функциональное состояние симпатико-
адреналиновой систеш у больных с пороками сердца при препарировании зубов
// Стоматология.- 1989.- Г?2.- С.73. .
41.
Диасамидзе Э.ш., Заславский СА, Влияние облучения аргона на
микротвердость молибдена // Вопросы атомной науки и техники. Сер. Физ.
рад.повр. и рад, материаловедение.- 1985'.- Т.37,
42.
Достанко А.П., Грушецкий СВ., Кисилевсккй Л.II. Плазменная
металлизация в вакууме.- Минск; Наука и техника, 1983.- 279с.
43.
Жаров Н.А., Геворкян А.В. Физико-механические свойства
многослойных защитных нитридных покрытий // Республиканская научно-
практическая межинститутская конф. молодых ученых медиков.-Харьков,
1985.- Ч.1.- С.29.
44.
Живкова Л.А., Тарасов Ю.А. Технология и характеристика слоев
многослойного покрытия зубных протезов //УМ Всесокз.съезд стоматологов:
Тез.докл. 30 сентября - 2 октября 1987 г., г.Зояго-град.- м.,1967.- С158-159.
45.
Зеленский Б.Ф., Рекова Л.П. Влияние ионной имплантации на
окисление металлов // Диагностика поверхности ионными пучками.- Донецк,
1980.- C.I67-T76.

239.
46.
Зубные протезы из неблагородных сплавов с многослойными
композиционными покрытиями/ В.П.Панчоха, Л.А.ЛиЕкова, Э.Н.За-силенко,
B.C. Пленяников // Стоматология.- 1988.-
Ы , -
С.55-50.
47.
Зуфаров СА., Хабллов Л.,Нигматов Р. Способ улучле-нпя физико-
механических и медпко-бпологичсских характеристик металлических зубных
протезов ионно-пяазменяой обработкой // Клиническая стоматология.-
Ташкент,1966.- С.83-87.
48.
Зуфаров СЛ., Хабилов Л.-,Нигматов Р. И о ян о~пл а змеиная
обработка в ортопедической стоматологии // Кед.журнал Узбекистана.- 1987. -
1>
4.- С.27-29.
49.
Иванова Г.Г., Леонтьев В.К.,Стефанеев Д.И. Споаб диагнс стики
кариеса
Ас.
№ II83C64 // Балл. Из об. И . : 1986,- £37.-СЛ2Ъ.
50.
Иванова
8.
, Дюлгерова В. Скенираца електронно микроскопия на
емайлна ловърхност преди и след третиране с флуорен гел // Стоматология.-
1987.- 69.- йб«- С.3-6.
51.
Иванова СБ. Частота трещин эмали зубов человека // Стоматология.-
1984.- 3 5.- С.10-12.
52.
Иванова СБ. Влияние давления режущего инструмента и
охлаждения на температурное напряжение в зубах при препарировании //
Стоматология .- I9o7.-
V?.
2.- С20-22.
53.
Иванова СБ., Лотов
З
.И., Суворов В.А. Устройство для определения
физико-механическхх характеристик твердых тканей зубов.А/с.
Й
1084636
//Бюлл.йзоб.-
М

240.
54.
Измайлов А.Х., Биктагиров И.А., Альмеев Н.Г. Сценка эф-
фективности новой медицинской техники ( на примере инструментов для
стоматологии) // Нед.техника.- 1968.-
1Ь
I,- С20-25.
55.
Износостойкое покрытие из нитрида титана как заменитель золота (
Ю.П.Гусев, м.Н.Акользина, А,Г. Федоренко, СА.Дур-дыев ///Неотложные
проблемы стоматологии, Труды ЦНИИ стоматологии .- П.,1982.- Т.П.- С. 185-
186.
56.
Ионная имплантация ( Под ред.Дж.К.Хирвояпна , - м . с
Металлургия,1985.- 382 с.
57.- Исследование эффективности защитных свойств вакуумно-
плазменного покрытия нитридом титана металлических мосговидных зубных
протезов / В.А.Богацкий, И.П.Беляев, В.Н.Русанюк и др.. // Препринт ЦНИИ
атоминформ., M3-I-87.- м. :ЦИ.
г
">томинформ,1987.-24 с.
58.
Кабатоз Ю.Ф.,Гольберг С.З. О твердости медицинских инструментов
// Кед.промышленность.- М.,1970.- 0.125^-130.
59.
Кадыров Х.К.,1Иербаев Н.Ш.,Тургунов л.Т. Статистическая
обработка на ЭВМ /Методические рекомендации .- Ташкент, 1987.-15 с,
60.
Каминский A
.M.
,Гороленко А.В. Методика изучения затрат времени
при лечении кариеса // Проблемы терапевтической стоматологии.- ... ,1970.-
C.I28-I3C.
61. Каминский Л.С. Статистическая обработка лабораторных
и клинических данные. Применение статистики в научной и практической
работе врача. - 2-е изд. - Медицина, 1964.- 252 с.

241.
62.
Каральник Д.М. Влияние слюны на краевую проницаемость пломб //
Стоматология.- 1972.- Г? I,- С.7-9.
63.
Каральник Д.М., Чечина Г.Н., Леус П.А. Радиоизотопное
исследование плотности краевого прилегания отечественных пломбировочных
материалов к стенкам кариозных полостей зубов // Стоматология .- I97I.fr:> 5.-
С.26-29.
54. К еле Г. Коррозия металлов,,-М.; Металлургия, 19с4.-4ССс.
55. Кирсанов В.В.,Трушин 13.В., Суворов А.А. Процессы радиа-
ционного дефектообразозаннл в металлах.- М.: Знергоатомлздат,
1985.- 272 с
66.
Коваленко А.Ф., Барава Г.1.1. Термометрия в клинике ор-
топедической стоматологии // Стоматология .- 1985.- Г? 2.- С.78-79.
67.
Копейкин З.Н., Журили Н.Б., Подкорытов Ю.м. Современные
принципы препарирования твердых тканей зубов под искусственные коронки //
У ill Бсесоюзн. сьезд стоматологов: Тез. докл. 30 сентября - 2 октября 1987 г., г.
Волгоград.- Л.,1967.- T.I.- C.I82-I84.
68.
Кордияк А.Ю. Методы поверхностной обработки металлов.
Возможности и результаты применения в ортопедической стоматологии.-
Львов, 1968.- 16 е.- Рукопись Дел, в НПО Союзмединйорм
9 января 1989, м 16904.
69. Коронковая твердосплавная пила / Т.Д.Рочеза, Р.Г.Назаро-
ва, Л.А.Шаронова, Х.С.менекеев // Мед.техника .- 1983.- Г? 3*г
С.54-55.

242.
70. Косов З.М., Миронов М.Л. Упрочнение лезвий зуботехниче-
ских ножниц лагерной обработкой // мед.техника.- 1988,- Р I,-
С19-20.
71.
Крачелвский И.В. Трение и износ-м.: Машиностроение,-1968.- 480 с
72.
Круглих Ю.Н. Приспособление, ограничивающее давление
абразивного инструмента на зуб во время препарирования // Здравоохранение
Белоруссии.- 1981,- JЈ 9.- С.63.
73.
Круглик Ю.Н. Параметры нагрева твердых тканей зуба во время
препарирования // Здрав сохранение Белоруссии.'- 1983.- М9.-
74.
Кузнецов Ю.К. Состолнле края кариозной полости после
препарирования различными инструментами // Стоматология .- 1959.-3 3.- С.18-
19.
75. Лазерное упрочнение медицинских инструментов / Г.А.Сте-
панова, Г . П. Герасев, Е
. м
.Матухнов и др. // Новости мед.техники.'
M.,I98I.- !■> 4.- С.20-22.
75. Леонтьев Б . К . ,Иванова Г . Г.,Буянкпна Р.Г.Электрометрическая
диагностика краевой проницаемости пломб и вторичного кариеса //
Стоматология.- 1967,- .7 3.- С.4-7.
77.
Леонтьев Б . К . , Иванов А.И., Иванова Г . Г. Устройство для
диагностики лорашенпл твердых тканей зуба // Изобретательство и
рационализация в медицине,- Омск,1988.- С.17-18.

243.
78.
Лобупов 5 . А. Современные системы ионной имплантации //
Обзоры п о зарубежной электроники.- I9u2.- £
2.-
44 с.
79.
Максимов З.К., Марченко Л . 5 . Повышение износостойкости
замимиого микрохирургического инструментария электроискровым
легированием // Me д. техника.- 1988.- !:> 2.- С.21-24.
80.
Маликов К . С.К методике изготовления коронок с титановым
покрытием // Клиническая ст онтология.- Ташкент,1982.- С.22-25.
c l . ..а.дедова и ,Крахмален Б « А . микроскопическая анатомия корня
зуба. Атлас- Ташкинт:-Медлинна, 1988.- 112 с.
62. Марков Б . П . , Рубцов Е.1.,Олшанский 3.5. Профилактика
осломнений, связанных с препарированием зубов под искусственные
коронки // Основные стоматологические заболевания.- М.,1961.-
■>. j.
O
9 —
х7 С»
83. Материаловедение в стоматологии/ М.М.Гергер, М.А.Нала-:св,
Д.М.Каральпнк и др.:М о д р е д . А.Н.Рыбакоза. - М . : Медицина,
"\ i - l > : г
84.
методика электрохимических исследований влияния агрессивных
сред на коррозионную стойкость медицинского инструмента / С.Н. Богомолова,
К.З.Гордошник, Л.3 . Герасимов, Ы.А.Ыаринич// Лед.техника.- 1984.- Г? 5.- С45-
48.
85.
Миронов П.М., Аверьянов В.И. Повышение стойкости микро-
хирургических инструментов упрочнением их рабочих частей // Мед. Техника.-
1988,-
1Ь
2.- С.24-26.

244.
86.
Иитина В.Л. Краевое прилегание пломб из быстротаердею-цих
пластмасс и других пломбировочных материалов // Стоматология.- 1963.- Л 5.-
C.7I-74.
87.
Многослойные защитные нитрлдные покрытия на металлические
зубные протезы / М.А.Наладов, А.А.Андрэзв, А.Л. Сапожников и др.//
Стоматология.- 1986.- :.? 5.- С.53-54,
88.
Модифицирование и легирование поверхности лазерными, ионными
и электронными пучками. Под ред.Дм.М.Поута и др..- Л.:
Машинестроение,1987.- 54 с.
89.
Назар етова СЛ., Мпроненко Б Л. Температура зубов и ее изменение
при некоторых ортопедических манипуляциях // Совершенствование
стоматологической помощи сельскому населению.-Ставрополь,'1983.- CIC4-
ICS.
90.
Нигматов Р. Способ улучшения качества стоматологических
инструментов ионно-поазменной обработкой // Материалы 2 свезда
стоматологов Узбекистана.- Ташкент,1985.- С.2X7-218.
91.
Лкгматсв Р. Способ снижения коррозии сплавов,применяемых в
практике орт след ячеек о., стоматологии // Проблемы стоматологии .- Ташкент,
1987.- СЗЗ-4С.
92.
Нигштов Р., ХабияОЕ Л. Клиническая оценка стоматологических
инструментов после ионно-плазмэнной обработки //материалы научной конф.
стоматологов " г.Ташкенте- Ташкент: Медицина, 1989.- С.201-205.
93.
Нитрид титана
Б
ортопедической стоматологии / Ю.П.Гусев,
м.И.Акользина, А.Г.Федоренко и др. // Стоматология»- 1986.- Л5._-С.47-49.

245.
94.
Свчарекко А.П. Некоторые показатели реакции организма человека
на препаровку зубов // Проблемы ортопедической стоматологии.- Киев:
Здоровье,1969.- 33.- C.II-I3.
95.
Опыт нанесения плазменно-детанационных покрытии из сплавов на
основе алюминида никеля на рабочие части медицинских инструментов /
В.ы.Хатухноз, Т.ДЛмырева, ГЛ.Алтарева и др. //Мед. техника.- 1984.- 1934,- },?
6.- C.34-4I.
96.
Организация работы стоматологических учреждения по ис-
пользованию в медицинской практике металлических зубных протезов с
многослойными композиционными покрытиями / методические рекомендации /
К.С.маликов , Л.Хабилов, Р. Нигмагов- и др. -Ташкент, 1986.- 34 с.
97.
Основные нормативные материалы по стоматологии / В.А.Епишев,
С.П.Юркова, А.А.Зуфаров и др.- Ташкент,1988.- 127 с.
98.
Пахомов Г.Н. Первичная профилактика в стоматологии .-X.
Медицина, 1982.- 148 с,
99.
Пеккер Р.Л. ,Солнцев А.С. Зависимость краевой пронн#а-.мости от
микроструктуры стенок кариозной полости после препарирования // Тр. м
Всероссийского съезда стоматологов.- Волгоград.-1976.- С.ШС9-213.
100. Повышение износостойкости зубных боров хромированием /
С.В.Шамгунова, Л.Е.Вайнер, Л.А.Сорокина, В.м.Щег.олева // Мед. техника.-
1982.- ]>. 3.- С.28-30.
201. Повышение коррозионной стойкости медицинских инструментов из
хромистых сталей маргенситного класса при электрохимическом

246.
полировании./В.К. Чирков, А.С.Тилалина, В.Е.Ермакова и др. // Мед.техника.-
1983.-
У?
5.- с.44-47.
102. Подгурский Д.В. Улучшение термической обработки зубных бсров //
Мед.лромъшленность СССР.- М.,1957.- Ш.- С.44-50.
IC3. Польдер Г., Ыайсснер Ф, Основы тренил и изнашивания/ Пер. с нем.
О.Н.Озерского, В.Н.Пальянова, Под ред. М.Н.Добычина.-ы. Машиностроение
,1984.- 264 с.
104.
Попоз В.Ф., Горин Ю.Н. Процессы и установки электронно-ионной
технологии.- М. .Высшая школа.- 1988,- 255 с
105.
Постолаки И.Л. Экспериментальные данные о последствии
глубокого препарирования зубов поц искусственные коронки на организм //
Здравоохранение.- Кишинев, 19оС- 3 2.- С.25-27.
106.
Пранявичюс Л./I. ,Дудонис Ю. Модификация свойств твердых тел
ионными пучками.- Вильнюс: Мокслае, 1980.- 240 с.
107.
Профилактика и лечение болезней зубов и пародояга //Под ред.
Г.Д.Овруцкогс- Казань: Медицина,1988.- 151 с
108. Пути повышения качества металлических зубных протезов
нитрид-титановым покрытием / В.А.Богацкий, М.П.Беляев, А.А.Ан-
реев, В.П. Русанюк // Стоматология.- 1988.- J) 5.- С.52-54.
IC9. Рабинович Б.А., Хавпн З.Я.Краткий химический справоч-:гк.-
Л.:Химия, 1977,- 104 с.
110.
Раджабоз Т.Д. Пассивация поверхности металлов в результате
ионного внедрения // Взаимодействие атомных частиц с твердым телом .-
Минск,1978.- Ч.2.- С.65-71.

247.
111.
Раджабов Т.Д., Назаров A.M. Исследование коррозионных свойств
пленок иттрия и гольмия, имплантированных ионами аргона // Всесоюзна конф.
Ионно-лучевая модификация материалов: Тез. докл.( 16-17 мая 1989 г.)
г.Каунас- Каунас, 1989.- С.89.
f
112.
Радиоизотопное исследование качества фиксации коронок
/ Д.м.Каральник, Г.Н.Чечина, Д.Г.Севосгьянов, Н.А.Нечаенко //Стоматология .-
1985.-
Ъ
3.- С.14-16.
113.
Райчев Л. Йояно нигриране на образци от стоыагологич-ни сплави /
предварительно съобцение / // Стоматология.- 1965.-Т.67,-
Ъ
I,- С.24-28.
114.
Распыление твердых тел ионной бомбардиров(--;кой/ Под ре-дак.
P.M.Верила.- М. :Мир,1984,- Ч.Т.- 340 с
115.
Распыление твердых тел ионной бомбардировкой / Под ред.
Р.М.Берима.- м.:Мир,1965,- 4.2.- 387 с.
116.
Ремизов СМ. Микротвердость эмали, дентина и цемента зубов
человека в норме, при кариесе и альвеолярной пиорее: Автореф. дис. ...
канд.мед. наук.- М.,1965.- 16 с.
117.
Решзов СМ. Шероховатость поверхности эмали зубов человека //
Стоматология.- 19ь5.- 3 5.- С.5-5.
116. Ризяык Б.М. Исследование величины шероховатости обработанной
под коронку поверхности зуба в зависимости от вита применяемого абразива
//Актуальные вопросы стоматологии.- Полтава,-1981.- CIC6.
119. Ризнык Б.М. Разработка абразивного инструментария с учетом
термомеханических свойств твердых тканей зуба: Дне. ... канд.мед.наук.-
Полтава,1963.- 124 с;

248.
110.
Риссел X . , Руге Л. Ионная имплантация.- 1.1. :Наука.-1983.- 360 с.
121.
Ройтман М.П. Проблемы экономики здравоохранения на сов
ременном этапе // Сов.здравоохранение.- 1982.-
3
2.- С.З-Г7.
122.
Рочева Т.Д. , Бадеев Б.А. Дуснутдинов Ф.Ш. Стальные бо ры
повышенной стойкости // Разработка и технология производства медицинских
инструментов: науч, тр. ВНИЖП.- П.,1986,- С.27-30.
123.
Рубин Л.Р. Электроодонтодиагностика // Стоматологня.-1950.- й I.-
C.3-I4.
124.
Рябчикова 1.1.П. ,Костин В.И. Исследование процесса токар ной
обработки заготовок стальных боров // Новости мед.техники.-1981.- S 4.- С.20-
22.
125.
Саввиди Г.Л., Волков Л.Л. Опыт обезболивания при лрепа
рировании зубов под несъемные протезы // Стоматология .- 1977.-
Ve
I.- С.75-76.
126.
Синицпн Р.Г. ,Сорокина А.Д., Карпинский A.M. Изучение затрат
времени на лечение молочных и постоянных зубов у организованных
контенгентов детского населения // Проблемы терапевтической стоматологии.-
Киев, 1974.- $9.- С.59-51.
127.
Солнцев А.С. Сравнительные данные затрат времени на пр
парирование кариозных полостей стальными и ферроборлрозаннмми бо рами //
Человек, среда, здоровье.- Кемерово,1976 - С.49-5С.
128» Солнцев А.С, К вопросу об экономической целесообразности
внедрения ферроборированных бороз в стоматологическую практику //
Профилактика, диагностика и лечение заболеваний человека.-Кемерово,1980.-
С.162-165.

249.
129. Солнцев А.С. Влияние вида зубных боров,.скорости вращения и
нагрузки на качество формирования и плоВирования кариозных полостей;
Лисе. ... канд.мед.наук.- Красноярск,- 1985.- 143 с.
ISO. Солнцев А.С , Леонтьев Б.К. Влияние вида зубных боров, скорости
вращения и нагрузки на качество препарирования стенок полости //
Стоматология .- 19ь9.-
3
I.- С.14-16.
131. Солнцев А.С , Леонтьев В.К. Сравнительная характеристи-
ка краевого прилегания пломбировочных материалов к стенкам полос-
ти в зависимости от способа ее обработки.- Красноярск,- 1989.-
II с. - Рукописи Деп.в НПО Союзмединформ. 30 мая 1939, ;>17353.
132. Сорокина Л.Д. Анализ затрат времени на лечение неослож-
ненного кариеса при плановом обслуживании детского населения
// Стоматология.- 1974.- №1.- С.74-76.
133. Соснин Г.П., Орда З.Н. Устройства для восстановления
режущих свойств стоматологического инструментария электролитиче-
ским способом // Здравоохранение Белоруссии.- 1981.-
1?-
7.- С
67 -68.
134. Способ обработки стоматологических боров. А/с. 1Ш44423
/ Т.Д.Радмабов ,СА.Зуфаров, Р.Н.Нпгматов и др.// Бюлл. изобр.-
;;,,19ь5.-
т.-
с202.
125. Степанова Г.А.ПогпбоНко А.Б., Герасев Г.П.. Оптимальный
коэффициент покрытия световых пятен при лазерном упрочнении медицинских
инструментов // ~;ед.техника_~ 1982.-
j
2.- С26-35.

250.
LSI.
136.
Томпсон M
e
Дефекты и радиационные повреждения в металлах .-
П . г
Мир,197I.- 368 с.
137.
Тышкевич В.М'. Влияние ионной бомбардировки на коррозионную
стойкость арык о .железа // Докл.Ан УССР,- 1981.- 36.-С.96-98.
138.
Тюрин Б. Три тысячи градусов микродуги // Знание - сила.- 1979.- 3
II.- С.32-34.
189. Улучшение физико-механических свойств стоматологических боров
ионно-плазменной обработкой ( С.А.Зуфаров, Т.Д.Раджабов, Л.Хабилов,
Р.Нигматов // Развитие народного здравоохранения и медицинской науки в
Узбекской ССР.- Ташкент,1964,- C.I0I-I03.
140. Упрочнение деталей лучом лазера / В.С.Коваленко, ПЛ.Головко,
Г.В.Меркулов, А. Л .Стрлжак.- Киев: Техника,1962.- 130 с.
HI. Упрочнение рабочих элементов медицинских инструментов
/В.Х.Сабитов, М.В.Левин, В.М.Матухнов, Г.П.Герасев //Мед.техника.- 1979.- 3
4.- C.S9-43.
142.
Урбах Б.Ю. Статистический анализ в биологических и медицинских
исследованиях.- М.: Медицина,1975,- 295 с.
143.
#едоров Н.П., Грихелис С.Я. Электрохимическое травление,
полирование и оксидирование металлов.- М., 1957.- 187 с.
144.
Хабилов Л . , Нигматов Р. Поверхностнее упрочнение стома-
тологических инструментов и зубных протезов// УШ Зсесоюзя.съезд
зтоматологов: Тез.докл. 30 сентября - 2 октября 1987, г.Волгоград,- U.,1967.-
Т.I?С.270-271.

145.
Махмагов В.Г. Конструкция твердосплавных зубных боров и
[технология их изготовления// ...ед.промышленность СССР.- 1962.- 35.-0.20-24.
146.
Шигабутдинов Т.С. Реакция пульпы на препаровку зуба при помощи
турбо^шины // Теория и практика ортопедической стоматологии.- Казань, 1967.-
Т.20.- С.316-323.
147.
Шигабугдинов Т.С , Меяекеев Х.С. Экспериментальное изучение
стойкости зубных боров // Мед.промышленность СССР.- 1965.-
Ъ
Q _ П ИТ-ЛИ
148.
Шигабутдинов Т.С , Меяекеев Х.С, Биарслонов Р.ь. Сравнительная
оценка стойкости отечественных и зарубежных зубных боров // Актуальные
вопросы ортопедической стоматологии.- Казань, 1969.- Т.27.- С.249-255.
149.
Пигабутдинов Т.С , Хасанов Р., Иенекеев Х.С Экспериментальное
исследование повышения температуры пульпы в процессе препарирования зубов
// Актуальные вопросы ортопедической стоматологии.- Казань ,1969,- Т.27.-
С104-HI.
150.
Менерд Су.'Влияние имплантации ионов на трение и износ металлов
// Проблемы трения и смазки. Тр.американского общества инженеров-
механиков.- Мир,I960.- Т.105. - Г? 2.- С.32-34.
151.
'Морян В .Д.Экспериментально-клинические исследования
применения турбинных бормашин в стоматологии.- Дис. ... канд.мед. наук.-
М.,19 64.- 164 с.
152.
Щербаков А.С , Иванова СБ. Роль температурных напряжений в
развитии трещин эмали и дентина // Стоматология.- 1988.-

252.
154» Adriaens P.A., de Boever J. Struktur des Dentins is Rasterelektroennmikroskop:
Konsequenzen fur Klinik //Stomatol. DDR.-1981.-Bd 31,Nu.10.-S.736-753.
155.
Alpin W., Sorenson P.M., Cantwell H. Methods for measuring temperature changes in
the tooth during reseterative procedures //J.Dent.Res.- 1 9 6 3 . -Vol.42,No.4.-P.925-933.
156.
A new ion-coating surface treatment of alloys for dental adhesive resins /T.Tanaka,
M.Hirano, M.Kawahara et al. //J. dent.Res.-1988.-Vol.67,No.11.-P.1376-1380.
157.
Anolo T. Reexamination of cariogenesis in relation to the -^distribution of enemel*
lamellae on crowns of human teeth // J.Nihon Univ.School Dent.-1981.-Vol.23,No.2.-P.79-91•
158.
Anttila A., Kainonen J. Nitrogen implanted metals //J. Appl.Phys.-1985.-Vol.57,No.4 .-
P.1423-1425.
1 5 9 .
Bapna M.S., Mueller H.J. Corrosion of dental burs in sterilizing and disinfecting
solutions //J.Prosthet.Dent.-1988
0
-Vol.59,No.4.-P.503-511.
160.
Berthold K., Binus W. Neure Gesichtspunkte bei der Ka-vitatengestaltung
//Stomatol.DDR.-1986.-Bd 36,Nu.2.-S.96-105.
161.
Biologische Prufung und klinische Bewertung von Kompo-sit-Fttllungen /I.Hoyer,
P.Gttngler, F.Krehan et al. //Dtsch.zahn-erztl.Z.-1989.-Bd 44,Nu.2.-S.100-105.
162.
Blahova L.,- Neumann M. Histological pulp changes after preparation of a jacket-crown
//Quintess.Inter.-1973»-Vol.4,No.5» -P. 23-27.
163.
Boyde A., Knight P.J. The ute et seamateg kleetren mie-reecepy in clinical dental
research //Brit.Cent.J.-1969»-Vol.127, No.7.-P.313-322.
1 64.
Braly B.V., Kaxwell E.H. Potential for tooth fracture in restorative dentistry
//J.Prosth.Dent.-1981.-Vol.45,N0. 4 . - p.411-414.
165. Bullard
R.H.,
Leinfelder
K.F.,
Russell
CM.
Effect
of
coeficient of thermal expansion on microleakage //J.Amer.dent.
Ass.-1988.-Vol. 116, No.7.--S.871-874.
166. Cameron CE. Cracked-tooth ayndromo //J.Amer.Dent.Ass.-
1
964.
-Vol.68,No ..З.
1
?.
405
-411 .
167- Cameron C.E. The cracked tooth syndrome: additional finding //J.Amer.Dent.Ass.-1976.-
Vol.93,No.9.-P.971-978.

168.
Clayton C.R. Modification of metallic corrosion by ion implantation //Nucl.Inst.Meth.-
1981.-Vol.182/183.-P.865-873 .
169.
De Nucci D.J., Mader C.L. Scanning electron microscopic evaluation of several
resharpening techniques //J.Periodontol.-1983.-Vol.54,No.10.-P.618-620.
170.
Dobies K., Mann K. .Badania porownawcze odpornosci na korozje stopow na osnowie
niklu (Ni-Cr) //Rotet.stomatol.-1988. -Vol.38,No.
3 .
-P.97
-103.
171* The economics of dentistry //Amer.J.Orthodont.-1986.-Vol.90,No.1.-P.78-80.
172. Effects of sputtered metal oxide films on the ceramic-to-metal bond /J.T.Bullard, R.E.Dili,
V.A.Marker, E.V.Payne // J.Prosthet.Dent.-1985.-Vol.54,No.6.-P.776-778.
173» The effects of surface roughness and surface area on the retention of crowns luted with
zinc phosphate cement /M.Dar-veniza, K.E.Basford, J.Meek, L.Stevaens //Austr.dent.J.-1987.-
Vol.32,No.6.-P.446-457•
174. Erturk R., Heuvel H.K. Adhesien and structure of TiN urg coating //Th.Sol.Films.-1987.-
Vol.153.-P.133-147.
175» Fracture strenght of human teeth with cavity preparations /J.Mondelli, L.Steagall,
A.Ishikiriama et al. //J.Prosth.f Dent.-1980.-Vol.43,No.4.-P.419-422.
176. Fuhr K. Vergleichende Untersuchungen ttber die Tempera-
П о .
с
turverhaltnisse beim sahnaratlichen Behren und Schleifen //Dtsch. Zahnarztl. Z.-1963.-Bd 18.-S.986.
177» Garacci G., Eramo S. II danno pulpare da surriscalda-mento in conservativa
//Bent.Cadmos.-1986.-T.54,No.54.-P.15-53.
178.
Geis-Gerstorfer J., Sauer K.H., Weber H. In-vitro-Kor-rosionsuntersuchingen zum
Massenverlust von Nichtedelmetallegie-rungen //Dtsch.Zahnarztl.Z.-1986.-Bd 41,Nu.5.-S.519-524.
179.
Gettleman L., Renz E. Hardness profiles of steel hand dental instruments, and possible
rehardening methods //Quintess. Intern.-1981.-Vol.12,Ho.2.-P.223-230.
180.
Goering A.C., Mueninghoff L.A. Management of the endo-dontically treated tooth. Pt
I.Concept for restorative designs /J.Prosth.Dent.-1983.-Vo1.49,No.3.-P «340-3 45.
181.
Goode P.D., Baumud I.J.'L. The influence of ion implantation parameters on the surface
modification of steels //Nucl. Instr.Meth.-1981.-Vol.189.-P.161-168.

254.
182.
Greener E.H., Lindenmeyer R.S. Bur geometry and its relationship to cutting
//J.Dent..;Rea.-1968.-Vol.47.-P.87-97.
183.
Grigule U. Versuche ttber die Temperaturerhtthung beim Sohren und Schleifen von
Zahuen //Stoma.-1964.-Vol.17,No.3.-P.247-260.
184.
Grttnder U., Strub J.R. Die Problematic der Temperatur-erhbhung beim Bearbeiten §es
Knochens mit rotierenden Instrumen-ten- eine Literaturlibersicht //Schweiz.Mschr.Zahnmed.-1986.-Bd
96,Nu.8,-S.956-969.
185.
Hansen E.K. Effect of cavity deph and application technique on marginal addaptation of
resins in dentin cavities //J.Dent.Res.-1986.-Vol.65,No.11.-P.1319-1321.
186.
Hoffmann A.W. The development of the dental drill (I). //Quintess.Intern.-1981.-
Vol.12,No.6.-P.645-653.
187.
Holmes L. The fractured tooth //Quintess.Intern.-1983. -Vol.14,Ho.1.-P.15-18.
188.
Hoppe W.F. Experimentelie Untersuchungen uher den Ab-rieb und die
TemperaturverSnderungen in der Zahnhartsubstans bei der Preparation mit dem EMDA-Luftmotor,
unter Anwendung verschie-dener Fras-und Schleifinstrumente und unterschiedlicher Ktthlmit-tel
//Dtsch.Zahnarztebl.-1965.-Bd 19,Nu.3.-P.66-72.
189* Howell P.G.T. Assessment of a bur designed for removal of metal restorations
//Brit.dent.J.-1984.-Vol.156,No.2-P.58-60.
190.
Ibsen R.L. A rapid method for diagnosis of cracked teeth //Quintess.Intern.-1978.-
Vol.9,No.10.-P.21-23.
191.
Improvement of the tatiquc lifetine of steel implanted with N* atten heat treatment /Luo
Guiyun, Kon Shiming, Zhen Guo
;
Ciang, Wang Sixiang //Vacuum.-1989.-Vol.39,No.2-4.-P.279-280.
192.
Laetzsch E., Pfau S., Lunk A. Goldfabrige metallische Beschichtung prothetischer
Therapiemittel //Stomatol.DDR.-1984.-Bd 34,Nu.5.-P.291-292.
193» Lammie G.A. A compartion of the cutting efficiner and heat production of tungaten
carbide and sveel burs //Brit.dent. J.-1951.-Vol.1,No.90.-P.251-259.
194.
Li Yi, Ye Weiyi, Wanf Wejing. The nuchanical and corrosi on behavior of iron
implanted with N+ //Vacuum.-1989.-Vol.39,No. 2-4.-P.263-3266.

195.
Lloyd B.A., McGinley Ш.В., Brown W.S. Thermal stress in teeth //J.Dent.Res.-1978.-
Vol.57,No.4.-P.571-582.
196.
Marinello C, Lttthy H., Scharer P. Influence of heat treatment of the surface texture of an
etched cast nickel-chromium base alloy: An evaluation by profilometric records //J.Pros-thet.Dent.-
1986.-Vol.56,No.4.-P.431-435.
197. Maxwell E.H., Braly G.Y. Incomplete tooth fractures:
prediction and prevention //J.Dent.Abstr.-1978.-Vol.123,No.3.-P. 135-136.
198.
Mitchell S.P., Alan S. Characterization of wear of tungsten carbide burs
//J.Amer.dent.Ass.-1979.-Vol.99,No.5.-P.831-833•
199.
Morrant G.A. The development and application of modern methods in cavity
preparation //Brit.dent.J.-1960.-Vol.109,No.4 .
0
-P.114-120.
200.
Nelsen R., Nelsen A. The pai?int the tooth and the den-tistra modern perspective tooth
preparation //J.Amer.dent.Ass.-1959.-Vol.58.-P.1-15.
201.
Nitrogen implantation in tungsten carbises /D.Treheux, P.Guiraldeno, Y.Dubois,
G.Fantozzi //Mater.Sci.-1986.-Vol.21,
N
0.
5.-P.1814-1818.
202.
Noack M.J. Quantitative Pttllungstrandanalyse von Fron-tzahnkompositen im
Rasterelektronenmikroskop nach thermischer Wechselbelastung //Dtsch.Zahnarzt1.Z.-1988.-Bd 43, Nu.
4
о
-S.295-299
203.
North Bel U.Y. Analisi delle strimente a flamante о sao impiaganelle altissime velacita
//Dent.Cadnos.-1965.-T.33, Nu.7.-P.965-970.
204.
O'Brien V.J., Craig R.G., Peyton F.A. Capillary perst-ration aronau a hydroyhebia filling
material //J.Prosth.Dent
I I
-Vol.19,No.4.-P.399-405.
205.
Panayotov N.P. Definition surengthesa and
raicrostnrT ^>
re changes metals
irradiated by neitron with energy 14 ЈIeV
z j
use microherdness //J.Nucl.Mat.-1982.-Vol.108/109.-
P.456-453.
206.
Peyton P.A. Temperature rise and cutting efficiencj of rotating instruments
//N.Y.J.Dent.-1952.-Vol.18.-P.439-45C.

256.
207.
Peyton P.A. Effectiveness of water coolants with rotary cutting instruments
//J.Amer.Dent.Ass.-1958.-Vol.56.-P.664-675.
208.
Pines M.S., Schulman A. Characterization of wear
of
tungsten carbide burs
//J.Amer.dent.Ass.-1979.-Vol.99,No.5.-?• 831-833.
209.
Polman-Mooy A. Temperatureous sungen in Zahnarutsubs-tans bein normal, hoch und
hOchalttourigen Schleifen //Dtsch. Zahnarztl.Z.-1963.-Bd 18.-S.130.
■A
210. Pratten D.H., Johnson G.H. An evaluation of finishing instruments for an anterior and a
posterior composite //J.Prosth. Dent.-1988.-Vol.60,No.2.-P.154-158.
211.
Price R.B., Sutow E.J. Micrographic and profilometric evaluation of the finish produced
by diamond and tungsten carbide finishing burs on enamel and dentin //J.Prosthet.Dent. - 1 988.-
Vol.60,No.3.-P.311-3H.
212.
Ranan A., Naike G., Choudhurg A. Corrosion characteristics of plasma sprayed TiN
and Tic coating in salt water //Cor. Sci.-1985.-Vol.25.-P.105-115.
213.. Ravn L.J. Follow-up study of permanent incisors with enamel fractures as a result of an
acute trauma //Scand J.Dent. Res.-1981 .-Vol.89, No.3.-P. 213-2-17.
214.
Reisbick M.H., Bunshah R.F. Wear characteristics of burs //J.Dent.Res.-1973.-
Vol.52,No.5.-P.1138-1146.
215.
Riethe R. Preparation und Pulpa //Dtsch.Zahnarztl.Z.-1969.-Bd 24,Nu.13.-S.695-704.
216.
Robinson P.В., Mooze B.K., Swartz M.L. The effect on microleakage of interchanging
dentine adhesives in two composite resin systems in vitro //Brit.dent.J.-1988.-Vol.1 6 4 ,
N
0. 3 . -P.77-79
217.
Roydhouse R.N. Penetration around the margine of res-teration: 2. Nature and
significance //J.Canad.Dent.Ass.-1968.-Vol.34,No.1.-P.21-28.
218.
Salik Yoshua. Ion beam nitriding of steels //J.Appl. Phis.-1984.-No.4.-P.1325-^33--
219.
Schaller H.-G., Klaiber В., Trunk Th. Untersuchungen zur Randschlubqualitat von
Amalgamfttllengen //Dtsch.Zahn&rztl. Z.-1988.-Vol.43,Ho.8.-P.854-859.
220.
Schroeder A., Opitz S. Verschleiss von diamantschlei-fern und hartmatallfinierern
//Dtsch.Zahnarztl.Z.-1987.-Vol.42, Nu.6.-S.557-559.
221.
Schuchard A.A. Surface temperature response by rise of air coolant in restorative
procedures //J.Amer.dent.Ass.-1967 •-Vol.75,No.5.-P.1188-1193.

222.
Schuchard A.A., Watkins E.C. Comparative efficiency of rotary cutting instruments
//J.Prosthet.Dent.-l965.-Vol.15, No.5.-P.908-923.
223» Scinner E
0
W., Phillips E.W. Science of dental materials - Philadelphia: W.B.Sanders,
Co.,1960.
224.
Scinner E.W., Lindemeyer R.S. Mechanics with cutting with rotary dental instruments,
unpublished report submitted to the office of the Surgeon Contral Research and Development Division.
Annual Report, 1963 -
225.
Silvestry A.S. The undiagnosed split-root syndrome // J.Amer.Dent.Ass.-1976.-
Vol.92,No.5.-P.9 3 0 -935.
226.
Sioshansi P. Surface modification by industrial components by ion implantation
//Nucl.Instr.Meth.in Phys,Res.-1989.-Vol.37/38.-P.667-671 •
227.
Srovnani ekonomoie prace klasiclymia vysa koobratkovy-mi pri preparaol /L.Enyba,
J.Kolovrat, J.Obstadalova et al. // Kavit.Prakt.eubui Lek.-1965•-T.13,No.3.-S.79-82.
228.
Stoll P., Krekeller G., Martin H. Die Temperaturentwick-lung bei der
Kronenstumpfpreparation //Dtsch.Zahnarztl.Z.-1988.-Bd 43,Nu.9.-S.966-970.
229.
Straede C.A. Practical applications of ion implantation of surfaces //Wear.-1989.-
Vol.1 3 0 .-P.1 1 3 -122.
230. Sundgren J.M., Johansson B
o
0. Structi . . " ....
es of TiN coating //Thin.Sol.Films. -1985.-No.126.-i
■..
2 31 .
Swanson M.L., Howe L.M., Jocman J.A. Bati - location of
I'T
I n
Fe //Nucl.Instr.Meth.-1985.-Vol.718.-P.85-" .
232.
Valli J., Molarius J.M., Kor honen A.S. The effect of nitrogen
content on the critical normal force in scrath testing of Ti -N films
//Th.Sol.Films. -1987.-Vol.154.-P.351- 3 6 0 .
233.
Van Dijken J.W.V., Horstedt P. Marginal adaptation of
composite resin restorat ions placed with or without intermediat low -
viscous resin. An SEM investigation //Acta odontol.Scand. -
1987 .-Vol .45, No. 2*-P. 115 - 1 2 3 .

258.
234.
Van Y/ad CD. High speed rotery instruments in separa tion
dentistry review of literature. //J.Amer.dent.Ass . - 1 9 5 6 . - Vol. 53,No. 3.-
P.298-304.
235.
Watkins E.C. The
CUT
ring effectiveness of rotary ins truments
in a turbine handpiece //J.Prosthet.Dent. -19 7 0 .-Vol.24 No.2.-P.181-164.
236.
Thite K.C., Svare ; . '., Taylor T.D. A potentiostatic study of
the corrosion ceharior of anodized and nonanodized alu minium alloy
//J.Prcsther.Dent.-1985.-Vol.53,No.6 . -P.815-819.
237.
Whittaker D.K., Kneale M.J. The dentvna -predentine in
terface in human teeth. A scanning electron microscope study // Brit
.dent. J.-1979 .-Vol.'-с,Ко.2.-P.43-46 .
238.
V/iedersich H. Kinetic processes during ion bombard ment
//blue 1. Ins t r. Llerh. -
*
= 5 5 . -To 1.7/ S. -P . 1 -10 .